

Formos specifikacijos
|
Pelėsio pavadinimas |
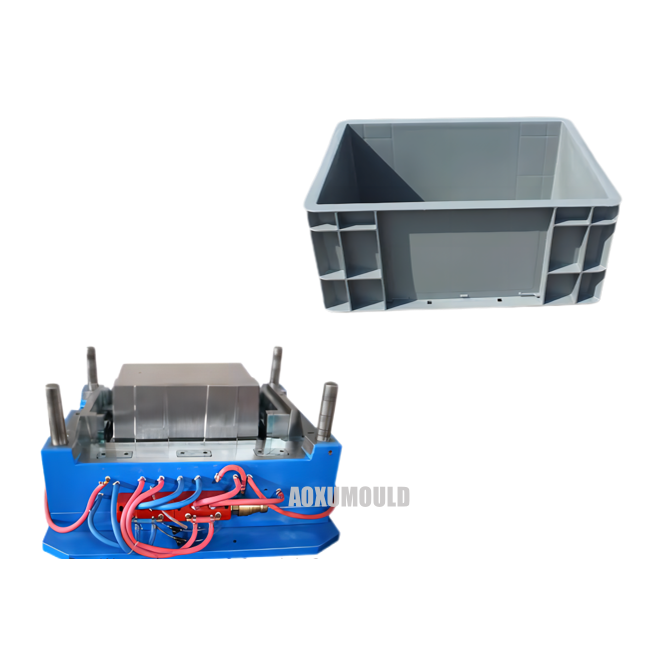
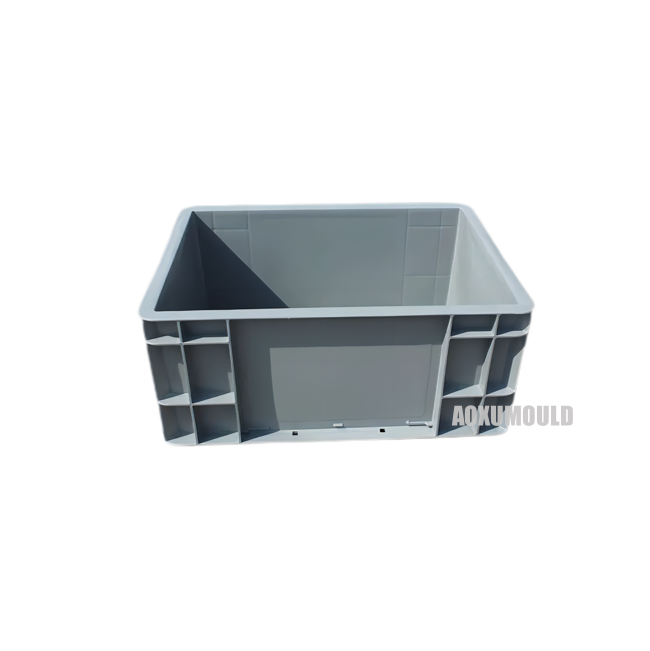
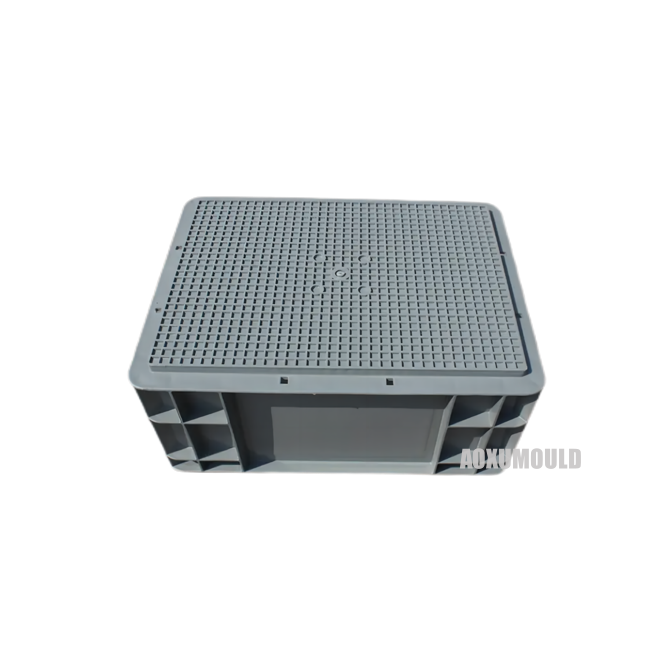
Plastikinės apyvartos dėžės formos |
|
Gaminio medžiaga |
HDPE, plastikas |
|
Produkto dydis |
550X380X180mm |
|
Produkto svoris |
450g |
|
Formos medžiaga ertmėms ir. Šerdis |
C45, P20, 718, 2738 |
|
Formos pagrindas |
C45 |
|
Įpurškimo sistema |
Karšto bėgelio atidaromi vartai arba vožtuvų užtvarai |
|
Tinkama įpurškimo mašina |
650T |
|
Formos dydis |
780x520x360 mm |
|
Formos tarnavimo laikas |
Daugiau nei 300,000vnt |
Kaip koreguoti apyvartos dėžės įpurškimo formos gamybos proceso parametrus?
Kaip nepakeičiamas dalykas šiuolaikinėje logistikoje, labai svarbus liejimo formavimo gamybos proceso parametrų optimizavimas ir derinimas apyvartinių dėžių gamybos procese. Tinkamai pakoregavus parametrus, galima ne tik pagerinti produkcijos išeigą ir kokybę, bet ir sumažinti gamybos sąnaudas, didinant gamybos efektyvumą. Toliau panagrinėkime, kaip koreguoti apyvartos dėžės liejimo gamybos proceso parametrus.
Pirma, turime gerai suprasti apyvartos dėžių įpurškimo liejimo gamybos proceso parametrus. Įpurškimo liejimo gamybos proceso parametrai apima liejimo įpurškimo temperatūrą, lydymosi temperatūrą, pelėsių temperatūrą, slėgį, liejimo greitį ir kt. Teisingas šių parametrų nustatymas yra labai svarbus apyvartos dėžių liejimo gamybos procesui.
Antra, turime turėti teisingus metodus ir metodus, kad galėtume reguliuoti liejimo liejimo gamybos proceso parametrus. Eksperimentuojant galima naudoti bandymų ir klaidų metodą, pirmiausia pakoreguojant tam tikrą parametrą, stebint produkto išeigą ir kokybę, o vėliau atliekant tolesnius koregavimus pagal faktinę situaciją. Tuo pačiu metu skirtingi gamybos proceso parametrai turėtų būti nustatyti atsižvelgiant į tokius veiksnius kaip skirtingos formos, medžiagos ir proceso charakteristikos.
Trečia, reikia pažymėti, kad koreguojant apyvartos dėžės liejimo gamybos proceso parametrus, reikia laikytis mokslinių ir griežtų gamybos principų, o parametrai negali būti keičiami savavališkai, kad būtų išvengta neigiamo poveikio. Tuo pačiu, siekiant užtikrinti gamybos efektyvumą ir kokybę, turėtų būti vykdoma reguliari įrangos priežiūra ir priežiūra, efektyvus gamybos procesų valdymas.
Trumpai tariant, apyvartos dėžės liejimo gamybos proceso parametrų reguliavimas yra procesas, reikalaujantis mokslinių metodų ir įgūdžių. Tinkamai sureguliavus parametrus, galima pagerinti gaminių kokybę ir gamybos efektyvumą, sumažinti išlaidas ir padidinti įmonių konkurencingumą. Tuo pačiu metu turėtume atkreipti dėmesį į gamybos principų laikymąsi, kad būtų užtikrintas gamybos proceso saugumas ir stabilumas.
Kodėl reikia sumušti plastikinę formą?
Plastikinės liejimo formos plačiai naudojamos plastikinių gaminių gamybos procese, jų funkcija – plastiko liejimo proceso metu atlikti gerą medžiagų plastiškumą, kad būtų galima tiksliai pagaminti plastikinius gaminius. Plastikinių formų gamybos procese susidūrimas yra labai reikalinga užduotis. Jo funkcija yra reguliuoti formos tikslumą, pagerinti gaminio kokybę ir pratęsti formos tarnavimo laiką. Pažiūrėkime atidžiau, kodėl plastikines formas reikia sumušti.
Pirma, susidūrimas yra skirtas reguliuoti formos tikslumą. Formų gamybos procese apdirbimo klaidos arba komponentų susidėvėjimas dažnai lemia formos deformaciją arba netikslius matmenis. Kaip efektyvus reguliavimo metodas, susidūrimas gali būti naudojamas formų padėties nustatymui, taisymui ir tikslumui pagerinti, reguliuojant padėties nustatymą, horizontalų reguliavimą ir pagrindo reguliavimą, užtikrinant, kad gaminio dydis, forma ir tikslumas atitiktų gamybos poreikius.
Antra, susidūrimas yra skirtas pagerinti produkto kokybę. Plastikinių gaminių gamybos procese formų gamybos tikslumas tiesiogiai veikia gaminio kokybę. Todėl, koreguojant formą susidūrimo metu, galima užtikrinti formos tikslumo stabilumą, leidžiantį gaminiui išlaikyti stabilų dydį ir formą, taip pagerinant gaminio kokybę ir patikimumą.
Galiausiai susidūrimas taip pat gali pailginti formos tarnavimo laiką. Dėl ilgalaikio naudojimo, sukeliančio pelėsių susidėvėjimą, formą galima laiku sureguliuoti ir suremontuoti susidūrus, taip geriau apsaugant formą ir pailginant jos tarnavimo laiką.
Apibendrinant galima pasakyti, kad plastikinių formų susidūrimas yra labai svarbus, nes jis gali pakoreguoti formų tikslumą, pagerinti gaminio kokybę ir pailginti formų tarnavimo laiką. Todėl naudojimo metu būtina dažnai koreguoti formas, kad būtų užtikrinta gera jų darbo būklė ir gamybos efektyvumas, toliau skatinant plastikinių gaminių kūrimą.
Produkto dizainas ir. Pelėsis

Kokios yra įprastos apyvartinių dėžių formų griovimo konstrukcijos?

Apyvartos dėžių formos yra įprastas formų tipas, plačiai naudojamas logistikos, sandėliavimo ir kitose srityse. Tinkamos išardymo struktūros pasirinkimas gali veiksmingai pagerinti formos tarnavimo laiką ir gamybos efektyvumą. Žemiau pateikiamos kelios įprastos apyvartos dėžės formų išardomos konstrukcijos.
1. Iš viršaus struktūra: Apsukimo dėžutės formoje yra viduje esantis viršutinis išstūmimo mechanizmas, kuris spaudžia viršutinę išorę plokštę, kad išstumtų apvertimo dėžę iš formos. Ežektoriaus konstrukcija tinka tais atvejais, kai apyvartos dėžės formų konstrukcija yra gana paprasta ir nereikalauja sudėtingų operacijų, o privalumas yra paprastas valdymas ir didelis gamybos efektyvumas.
2. Traukimo strypo konstrukcija: Apsukimo dėžutės formoje yra viduje esantis traukimo strypo mechanizmas, kurį galima patraukti, kad būtų pašalinta apsukimo dėžė iš formos. Traukos strypo konstrukcija tinka tais atvejais, kai apyvartos dėžės formų konstrukcija yra sudėtinga ir reikalauja tam tikros jėgos veikimo, o jos pranašumai yra didelė ištraukimo jėga ir geras stabilumas.
3. Side out struktūra: Apvertimo dėžutės formoje yra šoninis mechanizmas, kuris išstumia apvertimo dėžę iš formos šone. Struktūra iš šono tinka didesnio apsisukimo dėžės formoms ir netinka situacijoms, kai naudojami viršutiniai arba traukiami strypai. Jis turi lengvo veikimo ir didelio gamybos efektyvumo privalumus.
4. Atskira struktūra: apyvartos dėžės forma ir apyvartos dėžė turi atskirą dizainą, padalijant apyvartos dėžutę į dvi dalis, o apyvartos dėžę išimame iš formos išardžius vieną dalį. Atskyrimo struktūra tinka tais atvejais, kai apyvartos dėžė yra gana didelė, o kitos išardomos konstrukcijos netinka, o jos privalumai yra lengvi ir aukšti gamybos efektyvumai.
Plastikinių dėžių formų testavimas
Pakuotė &. Pristatymas

Formos komponentai
Liejimo plienas

„Hot Runner“ sistema

Standartinės dalys

DUK
Kodėl verta rinktis mus
1) gera kokybė ir konkurencinga kaina;
2) Turėti didelę projektavimo patirtį, kuri jus tenkintų;
3) Citata bus pateikta po to, kai paklausite mūsų;
4) Kiekvieną savaitę pateiksime liejimo technologiją ir nuotraukas;
5) Pavyzdžius kurjeris jums atsiųs patvirtinti nemokamai;
6) Patvirtinus visus mūsų darbo procesus, formuojame pakavimo ir transportavimo formas;
7) Darbštumas, nuoširdumas, sąžiningumas ir atsakingumas yra mūsų asmenybės.
Klientų atsiliepimai






