



Pelėsio specifikacijos
|
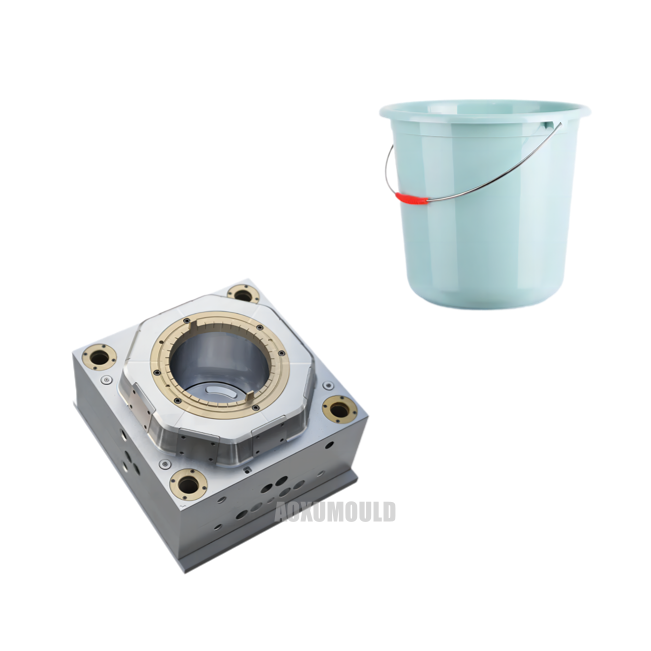
Pelėsio pavadinimas |
Plastikinis vandens kibiras |
|
Produkto medžiaga |
Pp |
|
Produkto dydis |
240x320x290mm (įtraukite ratus) |
|
Produkto svoris |
550g |
|
Pelėsio medžiaga ertmei ir. Šerdis |
C45, P20, 718, 2738 |
|
Pelėsio pagrindas |
C45 |
|
Injekcijų sistema |
Karšti bėgikų atviri vartai arba vožtuvo vartai |
|
Tinkamas įpurškimo mašina |
550T |
|
Pelėsio dydis |
490x630x575mm |
|
Pelėsio eksploatavimo laikas |
Daugiau nei 300, 000 PCS |
KasDEtailsDo YouNeedTo PAyAthecijaTo WvištaDESINGINGPpaskutinisBucket?

1. Medžiagos pasirinkimas: Pasirinkite aukštos kokybės plastikines žaliavas, kad įsitikintumėte, jog kibiras turi pakankamai stiprumo ir ilgaamžiškumo. Tuo pat metu būtina užtikrinti, kad pasirinktos plastikinės medžiagos atitiktų atitinkamus saugos standartus ir jose nėra kenksmingų medžiagų.
2. Talpos dizainas: kibiro talpa turėtų būti suprojektuota atsižvelgiant į vartotojų poreikius ir naudoti scenarijus, kurie turėtų užtikrinti, kad būtų pakankamas vandens kiekis, o nešti ir naudoti reikėtų atsižvelgti į patogumą.
3. Struktūrinis dizainas: Kaušo konstrukcinis dizainas turėtų būti pagrįstas, įsitikinkite, kad jis yra tvirtas ir stabilus, ir nėra lengva deformuotis ar sugadinti. Ypač projektuojant jungčių dalimis ir rankenomis, būtina užtikrinti apkrovos guolio talpą ir komfortą.
4. Kaušo burnos dizainas: Kaušo burnos dizaine turėtų būti atsižvelgiama į patogumą pilti vandenį ir valymą, o kalibras turėtų būti vidutinio sunkumo, lengvai užpilamas vandeniu arba švarus.
5. Išvaizdos dizainas: Be funkcionalumo, kibiro išvaizdos dizainas taip pat yra svarbus. Jis turi patrauklų išvaizdos dizainą, kad žmonėms tai patiktų iš pirmo žvilgsnio ir padidėtų vartotojo patirtis.
KaipTo EnsureTJisLoad-BausisCapacity ofPpaskutinisBucket?
Pagrindinės priemonės, užtikrinančios apkrovos pajėgumą
1.Medžiagos pasirinkimas
Didelio tankio polietilenas (HDPE): atsparus poveikiui ir cheminei korozijai, yra dažna kibirų medžiaga.
Polipropilenas (PP): lengvas ir atsparus aukštai temperatūrai, tačiau žemoje temperatūroje gali tapti trapi.
Įpilkite armatūrinių agentų, tokių kaip stiklo pluoštas ar anglies pluoštas, kad padidintumėte medžiagų tvirtumą.
2.Struktūrinio dizaino optimizavimas
Apatinis standiklis: suprojektuokite tinklelį arba žiedo standiklį, kad paskirstytumėte dugno slėgį.
Sienų storio pasiskirstymas: apatinės ir šoninės sienos yra sutirštintos (paprastai apatinė dalis yra storiausia), o viršutinę dalį galima tinkamai ploninti.
Suapvalintas perėjimas: Venkite dešiniojo kampo projekto, kad sumažintumėte plyšimo riziką, kurią sukelia streso koncentracija.
3.Gamybos proceso kontrolė
Įpurškimo liejimo parametrai: Tikslus temperatūros, slėgio ir aušinimo greičio valdymas, kad būtų išvengta burbuliukų ar susitraukimo žymių.
Pelėsio tikslumas: Užtikrinkite vienodo sienos storio ir sumažinkite defektus.
Po gydymo: atkaitinimas siekiant pašalinti vidinį stresą ir pagerinti ilgalaikį stabilumą.
4.Kokybės kontrolė ir patikrinimas
Mėginių ėmimo slėgio testas: imituokite tikrąją apkrovą, kad nustatytumėte kritinį deformacijos ar plyšimo tašką.
Sienų storio aptikimas: ultragarsinis arba lazerio storio matuoklis, siekiant užtikrinti, kad storis būtų standartinis.
Kreipimo testai: patikrinkite atsparumą smūgiui transporto ar naudojimo metu.
5.Aplinkos pritaikomumas
Poveikis temperatūrai: Šalčiui atsparios medžiagos (pvz., Modifikuotas HDPE) turėtų būti pasirinktos žemos temperatūros aplinkai.
Apsauga nuo UV spindulių: Pridedama anti-UV agentas, siekiant išvengti stiprumo nuostolių dėl senėjimo.
Antra, dažniausiai naudojami bandymo standartai
Plastikiniai kaušai turėtų būti išbandomi pagal tarptautinius, nacionalinius ar pramonės standartus, šie yra bendri standartai:
1. Tarptautiniai standartai
ASTM D1998: HDPE medžiagų ilgalaikio hidrostatinio stiprumo (pvz.
ASTM D2412: lygiagrečių plokštelių pakrovimo testas, matuojant statinės korpuso atsparumą suspaudimui.
ISO 13268: Požeminių plastikinių konteinerių suspaudimo veikimo bandymas pagal temperatūros ciklus.
ISO 22498: plastikinių konteinerių kritimo bandymo metodas.
2. Vidaus standartai
GB/T 13508-2011: Polietileno pūtimo suformuotų talpyklų standartas, dengiantis hidrostatinį, lašą ir kitus bandymus.
Qb/t 2818-2017: plastikinis geriamojo vandens statinių pramonės standartas, nurodantis apkrovos, sandarinimo ir kt. Deformacijos greitį, sandarinimą ir kt.
GB/T 4857.5: Kreipimo bandymo metodas pakuotės transportavimui (imituojamas pakrovimo ir iškrovimo procesas).
3. Bandymo metodas
Statinės apkrovos testas: 24 valandų apkrovos įvertintas svoris (pvz., 1,5 karto nominalus pajėgumas), kad patikrintų deformaciją ar nuotėkį.
Drop testas: Nemokamas kritimas nuo 1,2 iki 1,5 metro (skirtingais kampais), kad būtų galima pastebėti, ar jis sulaužytas.
Slėgio testas: vidinis slėgis pagal projektavimo vertę (pvz., 0. 1MPA), išlaikykite 30 minučių be nuotėkio.
Aplinkos testas: apkrovos laikomosios galios pokyčiai aukštoje temperatūroje (60 laipsnių C) arba žemoje temperatūroje (-20 laipsnis C).
Ilgalaikis šliaužimo testas: apkrova kelis mėnesius, kad būtų galima įvertinti medžiagos atsparumą deformacijai.
Produkto dizainas ir. Pelėsis

KasAReTJisPRocessingSTEPSAndRequirements ofPpaskutinisVanduo BucketPelėsis?

Pirma, plastikinių vandens kibirų formų apdorojimo žingsniai
1. MouLD dizainas
Produkto analizė: dizainas pagal dydį, formą, sienos storis, armatūra ir kiti kibiro reikalavimai.
Paviršiaus dizainas: Nustatykite pelėsio atsiskyrimo paviršių, kad būtų užtikrintas sklandus demoulsing.
Varžybos sistemos dizainas: dizaino bėgikas, vartai ir išmetimo sistema, užtikrinanti vienodą plastikinį įdarą.
Aušinimo sistemos dizainas: dizaino aušinimo vanduo, kad užtikrintumėte greitą ir vienodą pelėsio aušinimą.
Išmetimo sistemos dizainas: suprojektuokite antpirštį arba viršutinę plokštelę, kad užtikrintumėte sklandų produkto išsiskyrimą.
2. Medžiagos pasirinkimas
Štampis plienas: dažniausiai naudojamas P20, 718, H13 ir kitas aukštos kokybės štampas, todėl reikia didelio kietumo, atsparumo dilimui ir atsparumui korozijai.
Paviršiaus apdorojimas: pvz., Nitridavimas, chromo danga ir kt., Pagerina pelėsio paviršiaus kietumą ir atsparumą dilimui.
3. MouLD apdorojimas
Ruughing: Malimo mašinų, tekinimo staklių ir kitos įrangos naudojimas preliminariam perdirbimui, norint pašalinti medžiagos perteklių.
Apdaila: Tikslus apdirbimas naudojant CNC stakles, kad būtų užtikrintas matmenų tikslumas ir paviršiaus apdaila.
Elektrinis išleidimo apdirbimas (EDM): naudojamas apdirbant sudėtingas formas ir smulkias struktūras.
Poliravimas: ertmė ir šerdis yra poliruoti, kad būtų užtikrintas lygus paviršius.
4. MouLD asamblėja
Dalių surinkimas: surinkite apdirbtas dalis, kad užtikrintumėte kiekvienos dalies tikslumą.
Paleidimas: Norėdami išbandyti pelėsį, sureguliuokite pilavimo sistemą, aušinimo sistemą ir išmetimo sistemą, kad užtikrintumėte įprastą pelėsio veikimą.
5. MouLD testavimas ir korekcija
Bandymo pelėsis: naudokite tikrąsias gamybos medžiagas, kad patikrintumėte pelėsį, patikrintumėte produkto dydį, paviršiaus kokybę ir demoulsavimo sąlygas.
Pataisa: Pagal bandymo rezultatus pelėsis pataisomas, kol bus įvykdyti projektavimo reikalavimai.
Antra, plastikinių vandens kibirų pelėsių apdorojimo reikalavimai
1. Matmenų tikslumas
Ertomo dydis: Norėdami užtikrinti, kad ertmės dydis būtų tikslus ir atitinka produkto projektavimo reikalavimus, paprastai nuokrypis valdomas ± 0. 05 mm.
Tinkamumo tikslumas: dalys tinka tolygiai, venkite blykstės ar pelėsio.
2. Paviršiaus kokybė
Apdaila: ertmės ir šerdies paviršiaus apdailos reikalavimai yra dideli, paprastai reikia pasiekti RA 0. 2 ar mažiau.
Jokių defektų: nėra įbrėžimų, įtrūkimų, porų ir kitų paviršiaus defektų.
3. Struktūrinis stiprumas
Tvirtumas: Pelėsis turėtų būti pakankamai tvirtas, kad liejimo metu būtų išvengta deformacijos.
Nusidėvėjimo atsparumas: pelėsio paviršių reikia sukietėti, kad pagerintų atsparumą dilimui ir prailgintų tarnavimo laiką.
4. Aušinimo sistema
Vienodas aušinimas: aušinimo vandens konstrukcija yra pagrįsta užtikrinti, kad visos pelėsio dalys būtų tolygiai aušinamos, kad būtų išvengta produkto deformacijos.
Efektyvus aušinimas: didelis aušinimo efektyvumas, sutrumpinkite įpurškimo ciklą.
5. Piliavimo sistema
Srauto kelio dizainas: Srauto kelio dydis yra pagrįstas, kad būtų užtikrintas sklandus plastiko srautas ir sumažintų slėgio nuostolius.
Vartų dizainas: Vartų vieta ir dydis yra tinkami, kad būtų išvengta produkto paviršiaus defektų.
6. Išmeskite sistemą
Sklandus išstūmimas: Išmetimo sistemos dizainas yra pagrįstas, kad būtų užtikrintas sklandus produktų išsiskyrimas, išvengkite deformacijos ar sugadinimo.
Nėra pėdsakų: antpilės padėtis yra pagrįsta, kad būtų išvengta akivaizdžių žymių ant produkto paviršiaus.
7. Išmetimo sistema
Lygus išmetimas: Išmetimo bako konstrukcija yra pagrįsta, kad būtų užtikrintas sklandus dujų išleidimas į pelėsį ir vengia burbuliukų ar deginimo.
8. Aptarnavimo gyvenimas
Patvarumas: Pelėsiai turi turėti ilgą tarnavimo laiką, paprastai reikalaujant daugiau nei 500, 000 kartų.
Lengva priežiūra: pelėsių konstrukcijos dizainas yra pagrįstas, lengvai prižiūrimas ir taisomas.
IšbandymasPlastikinis vandens kibiras
Paketas ir. Pristatymas

Pelėsių komponentai
Pelėsio plienas

Karšta bėgikų sistema

Standartinės dalys

DUK
Klausimas: iš kokios medžiagos yra plastikinės kibiro įpurškimo pelėsiai?
A: Dažniausiai naudojama medžiaga injekcinėms formoms gaminti yra aukštos kokybės plienas, pavyzdžiui, P20, 718, 2738 ir kt.
Kl.: Koks yra plastikinio vandens kibiro formos gamybos procesas?
A: Pelėsio gaminimo procesas apima projektavimo inžineriją, mašinų programavimą, pelėsių gamybą, pelėsių bandymus ir patvirtinimą.
Kl.: Ar pelėsis gali būti pritaikytas atsižvelgiant į specifinius produkto reikalavimus?
A: Taip, formas galima pritaikyti atsižvelgiant į konkrečius produktų reikalavimus pagal projekto projektavimą ir specifikacijas.
Kl.: Kokius veiksnius turėtume atsižvelgti kurdami plastikines formas?
A: Kai kurie veiksniai, į kuriuos reikia atsižvelgti gaminant plastikines formas, yra produkto dizainas, plastikinės medžiagos pasirinkimas, pelėsių medžiagų pasirinkimas, injekcijos liejimo mašinos talpa, aušinimo laikas, pelėsių priežiūros reikalavimai ir kt.
Kl.: Kiek laiko reikia plastikinio vandens kibiro formos gaminti?
A: Laikas, reikalingas formai gaminti, priklauso nuo pelėsio sudėtingumo ir dydžio. Tačiau paprastai tai trunka nuo šešių iki aštuonių savaičių.
Kl.: Kaip užtikrinti pelėsių kokybę?
A: Siekiant užtikrinti pelėsio kokybę, visame pelėsių gamybos procese turėtų būti naudojama pagrįsta projektavimas ir inžinerija, aukštos kokybės medžiagos ir griežtos kokybės kontrolės procedūros.
Kl.: Kiek laiko trunka pelėsis?
A: Pelėsio laikas priklauso nuo pelėsio kokybės, priežiūros metodų ir darbo sąlygų. Gerai prižiūrimas pelėsis gali būti naudojamas šimtus tūkstančių kartų.
Kl.: Kokie yra plastikinių įpurškimo formų gamybos pranašumai?
Ats.
Kl.: Ar mūsų plastikinių vandens kibirų formeles galima taisyti ir prižiūrėti?
A: Taip, mūsų plastikinių vandens kibirų formos gali būti aptarnaujamos ir prižiūrimos, kad prailgintų jų tarnavimo laiką. Reguliari techninė priežiūra gali užkirsti kelią gedimams ir užtikrinti kokybės nuoseklumą.
Klientų atsiliepimai






