


Pelėsio specifikacijos
|
Pelėsio pavadinimas |
Plastikinė duonos dėžė |
|
Produkto medžiaga |
Maisto laipsnis PP |
|
Produkto dydis |
725 x 650 x 150 mm |
|
Pelėsio medžiaga ertmei ir. Šerdis |
P20/718H/H13/2738 |
|
Nr. Ertmės |
1 ertmė |
|
Injekcijų sistema |
Karštas bėgikas |
|
Tinkamas įpurškimo mašina |
650T |
|
Pelėsio dydis |
1250x1050x550 mm |
|
Pelėsio svoris |
5500 kg |
|
Pelėsio eksploatavimo laikas |
Daugiau nei 500, 000 PCS |
|
Pristatymo laikas |
50 dienų |
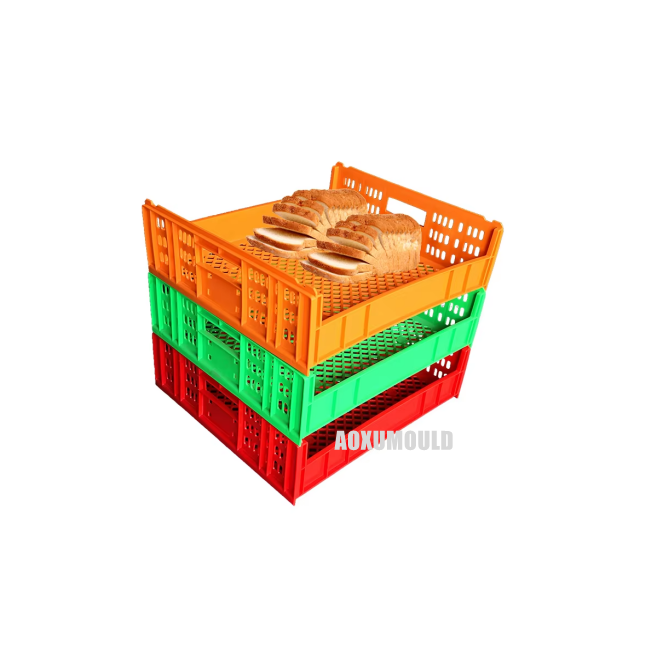
Kas yra duonos dėžė?

Duonos dėžė yra specializuotas konteineris, skirtas efektyviam duonos gaminių transportavimui, laikymui ir tvarkymui. Čia pateiktas išsamus jo funkcijų ir naudojimo nutraukimas:
1. Medžiaga:
- Paprastai gaminama iš patvarios, maisto saugaus plastiko (istoriškai medienos), siekiant užtikrinti higieną, valymo lengvumą ir maisto saugos taisyklių laikymąsi.
- Plastikas suteikia privalumų, tokių kaip lengva konstrukcija, atsparumas drėgmei ir ilgaamžiškumas.
2. Dizainas:
- skyriai/daliklio sienos: neleidžia kepalėms perjungti ar susmulkinti tranzito metu.
- Ventiliacija: apliptos arba perforuotos pusės leidžia oro srautui, išlaikyti šviežumą ir užkirsti kelią pelėsiui.
- Sukraustymas: Susikertantys dizainai leidžia saugiai sudėti, optimizuoti erdvę sunkvežimiuose ar laikymo vietose.
- ergonomiškos rankenos: palengvina lengvai nešiojimą ir manevravimą.
- Standartizuotų dydžių: dažnai pritaikytos duonos tipams (pvz.
3. Funkcionalumas:
- Pakartotinis naudojimas: sumažina atliekas, palyginti su vienkartinėmis pakuotėmis, suderinant su tvarumo tikslais.
- Patvarumas: Atlaiko pakartotinis naudojimas tiekimo grandinėse, nuo kepyklų iki mažmenininkų.
- Higiena: lengva dezinfekuoti, kritiška maisto saugai.
Duonos dėžė yra praktiškas, ekologiškas sprendimas, užtikrinantis, kad duona išliks nepažeista, gaivi ir higieniška visoje tiekimo grandinėje, tuo pačiu padidinant logistinį efektyvumą.
Kaip gaminamos duonos dėžutės?
Duonos dėžutės paprastai gaminamos iš didelio tankio polietileno (HDPE) arba polipropileno (PP) plastiko, pasirinkto jų patvarumui, maisto saugos laikymosi ir perdirbimo galimybėms. Gamybos procesas apima kelis pagrindinius veiksmus, optimizuotus efektyvumui ir nuoseklumui. Čia yra išsamus suskirstymas:
1. Medžiagų paruošimas
- Plastikinės granulės: Pasirinktos mergelės arba perdirbtos HDPE/PP granulės. Perdirbtos medžiagos valomos ir apdorojamos, kad atitiktų higienos standartus.
- Priedai: UV stabilizatoriai, dažikliai (prekės ženklui) ir antimikrobiniai vaistai gali būti sumaišyti į granules, kad padidintų patvarumą ir saugumą.

2. Įpurškimo liejimas
Tai yra pagrindinis plastikinių dėžių formavimo metodas:
- Šildymas: granulės ištirpsta injekcijos liejimo mašinoje aukštoje temperatūroje (200–300 laipsnių).
- Pelėsių dizainas: Plieninės formos yra tiksliai sukurtos, kad būtų sukurta dėžutės forma, įskaitant skyrius, rankenas, ventiliacijos lizdus ir sukrautinas savybes.
- Injekcija: Išlydytas plastikas įšvirkščiamas į formą esant aukštam slėgiui.
- Aušinimas: Pelėsiai greitai aušinama vandeniu, kad būtų sukietėjęs plastikas.
- Išmetimas: gatavė dėžė yra išmesta iš pelėsio.

3. Post apdorojimas
- Pjaustymas: Plastikinis perteklius (pvz., Iš įpurškimo taškų) pašalinamas.
- Lyginamasis: grubūs kraštai šlifuojami arba šiltai apdorojami saugumui.
- Ženklinimas/spausdinimas: prekės ženklo logotipai, partijos numeriai arba QR kodai pridedami spausdinant ekraną, graviūras lazeriu ar etiketėmis.
4. Kokybės kontrolė
- Stiprumo bandymai: Crates atliekami apkrovos bandymams, kad būtų užtikrinta, jog jie gali išlaikyti svorį be deformacijos.
- Higienos patikrinimai: Tikrinami paviršiai, kad būtų sklandumas ir valymas.
-Dimensinis tikslumas: Patikrinami matavimai, siekiant užtikrinti suderinamumą su padėklais ir krovimo sistemomis.
5. Surinkimas (jei modulinis)
Kai kuriose dėžėse yra nuimami dalikliai ar dangteliai, kurie pridedami po karštligės.
6. Tvarumo ypatybės
- Perdirbtas turinys: Daugelis gamintojų maišo perdirbtą plastiką, kad sumažintų poveikį aplinkai.
- Pakartotinis naudojimas: skirtas 100+ ciklams, siekiant sumažinti atliekų ir vieno naudojimo pakuotę.
-Gyvybės pabaigos perdirbimas: dėžutės susmulkinamos ir perdirbamos į naujus produktus.
>>>Pagrindinės mašinos ir. Įrankiai
- įpurškimo liejimo mašinos
- aušinimo sistemos
- CNC pagamintos plieninės formos
- Konvejerių diržai automatizavimui
- Lazerio ėsdinimo priemonės ar spausdintuvai
>>>Pritaikymo parinktys
- Prekės ženklo spalvos: liejimo metu pridedami pigmentai.
- Ergonominiai dizainai: rankenos, sudedamos lūpos ar RFID žymų lizdai.
- Ventiliacijos modeliai: laiko tarpsniai ar skylės, pritaikytos konkrečioms duonos tipams.
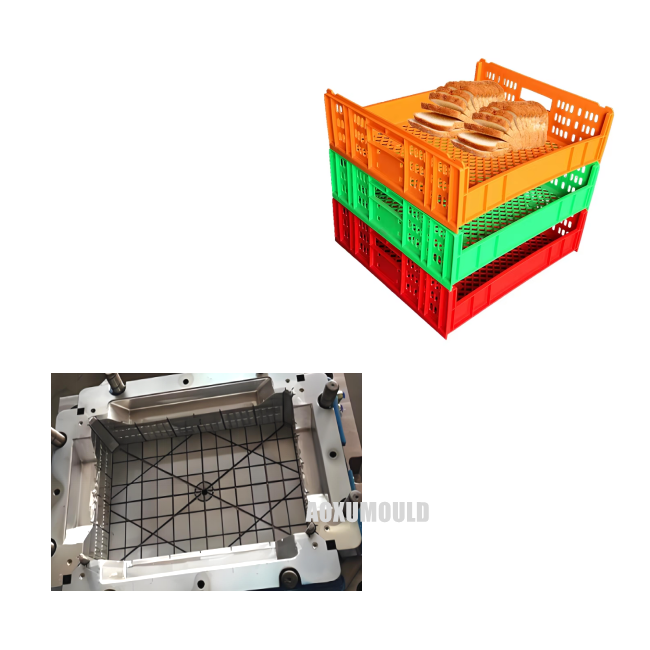
Kas yra plastikinės įpurškimo formos plastikinės duonos dėžutės?
.
Plastikinė plastikinių duonos dėžių injekcijos forma yra specializuotas įrankis, naudojamas injekcijos liejimo procese, kad būtų galima gaminti patvarias, sukraustomas dėžes, skirtas duonos gabenimui ir saugojimui. Čia yra išsamus suskirstymas:
1. Ertmė ir. Šerdis:
- Ertmė sudaro išorinę dėžutės formą, o šerdis formuoja interjerą. Kartu jie sukuria tuščiavidurę dėžutės struktūrą, įskaitant rankenas, ventiliacijas ir krovimo funkcijas.
2. Medžiaga:
- Paprastai gaminamas iš sukietėjusio plieno (didelės apimties gamybai)
3. Struktūrinės savybės:
- Grotelės/tinklelio dizainas: Pelėsiai apima sudėtingus kanalus, kad būtų sudarytos lengvos, tačiau stiprios sienos.
-Snelcuts &. Slidikliai: tokioms funkcijoms kaip rankenos ar blokavimo skirtukai sujungti, slankikliai ar keltuvai gali būti įtraukiami, kad dalis būtų sklandžiai išlaisvintos.
- Išmetimo sistema: kaiščiai arba plokštės išstumia atvėsintą dėžę iš formos.
4. Aušinimo sistema:
- Įterpti aušinimo kanalai reguliuoja temperatūrą, kad būtų užtikrintas tolygus sukietėjimas, sumažinimas deformacijos ir ciklo laikas.
5. Vėdinimas:
- Mažos ventiliacijos angos leidžia ištrūkti įstrigusį orą, neleidžiant tokiems defektams kaip nudegimai ar neišsamus užpildymas.
Dizaino aspektai:
- Sukraudimas: Pelėsiai apima blokavimo funkcijas (pvz.
- susitraukimo kompensacija: pelėsių matmenys koreguojami atsižvelgiant į plastiko susitraukimo greitį (pvz., HDPE arba PP, įprasta maisto saugioms dėžėms).
- Patvarumas: sustiprinti kraštai ir storos sienos yra skirtos sunkioms apkrovoms ir pakartotinai naudoti.
Kaip formuoti plastikinės duonos dėžes?
Pelėsių komponentai
Pelėsio plienas

Karšta bėgikų sistema

Standartinės dalys

Paketas ir. Pristatymas

Duonos dėžutės įpurškimo formų priežiūros vadovas
Tinkama duonos krepšio įpurškimo formų prižiūrimas yra labai svarbus norint užtikrinti produkto kokybę, išplėsti pelėsio gyvenimo trukmę ir sumažinti gamybos prastovą. Atlikite šiuos veiksmingos priežiūros veiksmus:
1. Reguliarus valymas
- Valymas po gamybos: Iš pelėsių paviršių, ertmių ir angų nuimkite likusį plastiką, dulkes ar šiukšles po kiekvieno gamybos ciklo. Naudokite neabrazinius įrankius (pvz., Žalvario šepetėlius) ir suderinamus tirpiklius.
- Derliaus agento likučiai: Išvalykite perteklinius atpalaidavimo agentus, kad būtų išvengta kaupimosi, kuris gali paveikti paviršiaus apdailą ar dalies išmetimą.
- Aušinimo kanalai: reguliariai praplaukite vandens linijas, kad būtų išvengta mineralinių nuosėdų ar užsikimšimų, kurie trukdo vėsinti.
2. Tepimas

-Norėdami sumažinti trintį ir nusidėvėjimą, tepkite aukštai temperatūrą atsparius tepalus (pvz.
- Venkite per didelio tepimo, kuris gali pritraukti dulkių ar užteršimo produktus.
3. Patikrinimas &. Nešiokite prevenciją
- Patikrinkite, ar nėra žalos: Patikrinkite ertmes, šerdes ir išmetimo sistemas, ar nėra įbrėžimų, įtrūkimų ar korozijos. Nedelsdami spręskite nedidelius klausimus, kad išvengtumėte eskalavimo.
- Monitoriaus susidėvėjimo dalys: Pakeiskite susidėvėjusius komponentus (pvz., Spyruoklės, įvorės, sandarikliai) pagal techninės priežiūros grafiką.
- Lyginimo patikrinimas: įsitikinkite, kad pelėsių pusės puikiai suderina, kad išvengtumėte blykstės ar netolygių atsisveikinimo linijų.
4. Apsauga nuo korozijos
-Užtepkite ploną korozijai atsparios dangos sluoksnį prieš ilgalaikį laikymą.
- Laikykite formas sausoje, temperatūros kontroliuojamoje aplinkoje, kad būtų išvengta rūdžių.
5. Tinkamas saugojimas
-Disassemble, jei reikia: ilgesniam prastovos laikui išardykite kritinius komponentus ir laikykite juos apsauginiais atvejais.
- Naudokite atraminius blokus: Padėkite medinius arba plastikinius blokus tarp formų pusių, kad sumažintumėte slėgį ant kreipiamųjų kaiščių.
6. Optimizuokite proceso parametrus
- Venkite per didelio įpurškimo slėgio, temperatūros ar užspaudimo jėgos, kuri gali sutriuškinti pelėsį.
- Užtikrinkite pastovų vėsinimo laiką, kad būtų sumažintas šiluminis įtempis.
7. Dokumentacija ir. Mokymas
- Palaikykite žurnalo žurnalą, skirtą techninės priežiūros veiklai, remontui ir dalių pakeitimams sekti.
- Traukinio operatoriai teisingai tvarkant, sutvirtindami ir valymo procedūras, kad būtų išvengta žmogaus klaidų.
Klientų atsiliepimai






