



Formos specifikacijos
|
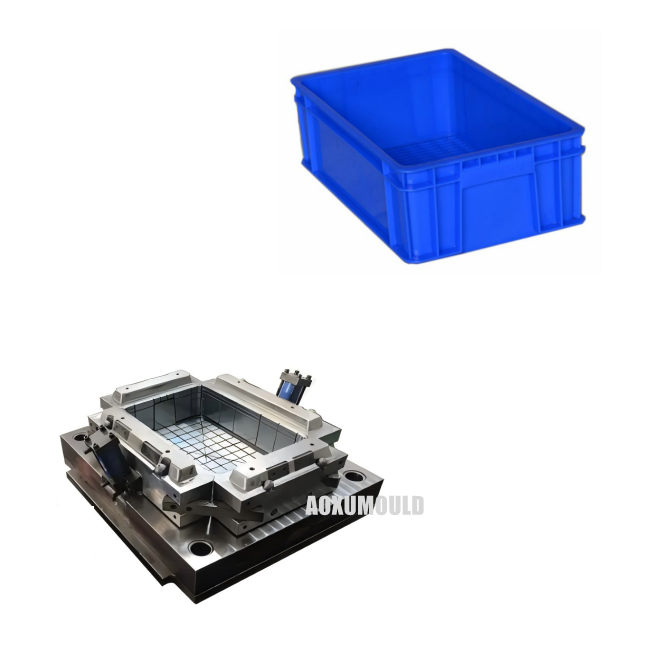
Pelėsio pavadinimas |
Plastikinės pramoninės dėžės formos |
|
Gaminio medžiaga |
HDPE/PP |
|
Produkto dydis |
400X300X200mm |
|
Formos medžiaga ertmėms ir. Šerdis |
P20/718/H13 |
|
ertmės NO |
1 ertmė |
|
Įpurškimo sistema |
Karštas bėgikas |
|
Tinkama įpurškimo mašina |
450T |
|
Formos dydis |
850x7280x550 mm |
|
Pelėsio svoris |
2600 kg |
|
Formos tarnavimo laikas |
daugiau nei 500,000vnt |
|
Pristatymo laikas |
55 dienos |
Kas yra plastikinės pramoninės dėžės?

Plastikinė pramoninė dėžė – tai konteineris, pagamintas iš plastikinių medžiagų, skirtas naudoti pramoninėse patalpose.
1. Charakteristikos:
- Patvarus: sukurtas taip, kad atlaikytų pramoninės aplinkos sunkumus, pvz., yra atsparus smūgiams, trinčiai ir cheminėms medžiagoms. Šis ilgaamžiškumas užtikrina, kad jis gali atlaikyti dideles apkrovas ir dažną naudojimą, nesunkiai sulūždamas ar nedeformuodamas.
- Sukraunamas: Plastikinės pramoninės dėžės dažnai suprojektuotos taip, kad jas būtų galima sukrauti, todėl jas galima efektyviai laikyti ir transportuoti. Tuščius arba užpildytus juos galima sukrauti vienas ant kito, taip maksimaliai padidinant vertikalią erdvę sandėliuose ar siuntimo metu.
-Pakartotinai naudojami: jie yra daugkartinio naudojimo, todėl sumažėja atliekų kiekis ir yra ekonomiškas sprendimas gabenti ir laikyti prekes ilgą laiką.
2. Naudojimas:
-Sandėliavimas: jie naudojami įvairiems pramoniniams produktams, įskaitant dalis, įrankius ir žaliavas, laikyti. Dėl vienodo dydžio ir formos juos lengva tvarkyti lentynose ar laikymo lentynose.
-Transportavimas: jie naudojami prekėms gabenti gamykloje arba tarp skirtingų vietų. Juos galima lengvai perkelti šakiniais krautuvais, padėklų kėlikliais ar konvejerių sistemomis, palengvinant medžiagų srautą tiekimo grandinėje.
Ką'Plastikinių pramoninių dėžių dydis?
Plastikinės pramoninės dėžės yra įvairių dydžių.
Įprastų mažų dėžių išoriniai matmenys gali būti maždaug 30 - 40 centimetrų ilgio, 20 - 30 centimetrų pločio ir 15 - 20 centimetrų aukščio. Jie tinka smulkesnėms detalėms ar įrankiams laikyti.
Vidutinio dydžio dėžės gali būti maždaug 40 - 60 centimetrų ilgio, 30 - 40 centimetrų pločio ir 20 - 30 centimetrų aukščio ir dažnai naudojamos, pavyzdžiui, vidutinio dydžio mašinų komponentams.
Didelės plastikinės pramoninės dėžės gali būti 60 - 120 ar daugiau centimetrų ilgio, 40 - 80 centimetrų pločio ir 30 - 60 centimetrų aukščio. Juose galima laikyti didelių gabaritų daiktus, tokius kaip didelės pramoninės įrangos dalys arba dideli kiekiai mažesnių daiktų.
Svarbu pažymėti, kad tai tik bendri diapazonai, o tikrasis dydis priklauso nuo konkrečių pramonės reikalavimų ir sandėliuojamų ar transportuojamų daiktų.
Kaip pasidaryti kokybišką pramoninės dėžės įpurškimo formą?

Štai žingsniai, kaip sukurti aukštos kokybės pramoninę dėžės įpurškimo formą:
1.Dizainas
• Supraskite reikalavimus: kruopščiai išanalizuokite pramoninės dėžės konstrukciją, įskaitant jos dydį, formą, laikomąją galią ir visas specialias savybes, pvz., krovimo antgalius ar drenažo angas. Apsvarstykite naudojamo plastiko tipą ir jo savybes, pvz., susitraukimo greitį.
• 3D modeliavimas: naudokite pažangią CAD (kompiuterinio projektavimo) programinę įrangą, kad sukurtumėte išsamų 3D formos modelį. Tai padeda vizualizuoti pelėsių struktūrą, vartelių vietą (kur plastikas patenka į formos ertmę), aušinimo kanalus ir išmetimo kaiščius.
2. Medžiagos pasirinkimas
• Formos pagrindo medžiaga: Formos pagrindui rinkitės aukštos kokybės plieną. Dažnai naudojamas iš anksto grūdintas plienas arba įrankių plienas, pasižymintis geru kietumu, atsparumu dilimui ir kietumu. Pavyzdžiui, P20 plienas yra populiarus pasirinkimas dėl gerų apdirbimo savybių ir atsparumo dilimui įpurškimo proceso metu.
• Ertmės ir šerdies medžiaga: pasirinkite medžiagas, kurios gali atlaikyti aukšto slėgio plastiko įpurškimą ir pakartotinį naudojimą. Norint užtikrinti lygų dėžės paviršių, pirmenybė teikiama kai kuriems lydiniams, pasižymintiems atsparumu aukštai temperatūrai ir puikiomis paviršiaus apdailos savybėmis.
3.Gamybos procesas
• Frezavimas ir apdirbimas: naudokite tikslaus apdirbimo įrankius, pvz., CNC (kompiuterinio skaitmeninio valdymo) frezavimo stakles, kad iškirptumėte formos ertmes ir šerdis pagal 3D modelio dizainą. Apdirbimo tikslumas yra labai svarbus siekiant užtikrinti, kad skirtingos formos dalys tiksliai derėtų.
• EDM (elektrinio išlydžio apdirbimas): sudėtingoms formoms arba smulkioms detalėms, kurias sunku pasiekti frezuojant, galima naudoti EDM. Jis naudoja elektros iškrovas, kad išgraužtų medžiagą ir sukurtų norimą formą.
• Paviršiaus apdorojimas: formoje užtepkite atitinkamą paviršiaus apdorojimą. Pavyzdžiui, poliruojant ertmės paviršių iki labai blizgaus paviršiaus, galima pagerinti plastikinės dėžės paviršiaus kokybę ir lengviau išimti dalį iš formos. Tekstūravimas taip pat gali būti atliekamas, jei ant dėžės reikalingas konkretus paviršiaus raštas.
4.Aušinimo sistemos projektavimas
• Efektyvūs aušinimo kanalai: suprojektuokite efektyvią aušinimo sistemą su aušinimo kanalais, kurie yra tolygiai paskirstyti po formos ertmę. Tai padeda kontroliuoti plastiko aušinimo greitį, sutrumpinti ciklo laiką ir užkirsti kelią dėžės deformacijai dėl netolygaus aušinimo. Aušinimo kanalų skersmuo ir išdėstymas turi būti kruopščiai suplanuoti.
5.Kokybės kontrolė
• Matmenų patikrinimas: naudokite tikslius matavimo įrankius, pvz., koordinačių matavimo mašinas (CMM), kad patikrintumėte formos dalių matmenis pagal projektines specifikacijas. Bet kokie nukrypimai turi būti ištaisyti, kad būtų užtikrintas tinkamas formos pritaikymas ir veikimas.
• Bandomasis paleidimas: atlikite bandomuosius įpurškimo procesus naudodami formą, kad patikrintumėte, ar plastikinėje dėžėje nėra defektų, pvz., trumpų kadrų (neišsamus užpildymas), blykstės (plastiko perteklius) ar kriauklės žymių. Remdamiesi bandomųjų važiavimų rezultatais, pakoreguokite formą, pvz., pakeiskite vartų konstrukciją arba sureguliuokite įpurškimo parametrus.
Kiek laiko reikia pagaminti pramoninės dėžės įpurškimo formą?
Pramoninių dėžių įpurškimo formų gamybos laikas paprastai yra apie 45–60 dienų, o kiekvienam etapui reikia laiko:
1.Projektavimo etapas
• Gaminio analizė ir schemos projektavimas: atlikti detalią dėžės specifikacijų, konstrukcinių charakteristikų ir specialių klientų poreikių analizę bei parengti preliminarias projektavimo schemas užtrunka apie 3–7 dienas.
• 3D modeliavimas ir braižymas: paprastai užtrunka nuo 5 iki 10 dienų tikslių 3D modelių kūrimas ir detalių 2D brėžinių nubrėžimas naudojant profesionalią CAD programinę įrangą, skirtą vėlesnei gamybai.
2.Medžiagų pirkimo etapas
• Plieno pirkimas: paprastai užtrunka apie 3–7 dienas, atsižvelgiant į formos projektavimo reikalavimus, norint įsigyti tinkamą plieną, jei reikia pritaikyti specialųjį plieną arba tiekėjų sandėlyje nėra, laikas gali būti pratęstas iki 10–15 dienų. .
• Aksesuarų pirkimas: standartinių priedų, tokių kaip antpirščiai, slankikliai, vartų gaubtai ir kt., įsigijimas užtrunka 3–5 dienas, o specialių priedų pritaikymas užtrunka 7–10 dienų ar net ilgiau.
3.Gamybos etapas
• Grubinimas: CNC frezavimo staklių ir kitos įrangos naudojimas formos ruošinio grublėtumui, didžiajai daliai paraštės pašalinimui paprastai trunka apie 7–10 dienų.
• Apdaila: įskaitant pusiau apdailą ir apdailą, smulkų pagrindinių dalių, tokių kaip formos ertmė ir šerdis, apdirbimą, kad būtų užtikrintas matmenų tikslumas ir paviršiaus kokybė. Tai trunka apie 10–15 dienų.
• EDM: sudėtingoms formoms arba smulkioms struktūroms specifinės formos apdorojimas naudojant EDM iškrovimo korozijos medžiagas užtrunka apie 3–5 dienas.
• Paviršiaus apdorojimas: poliravimas, nitridavimas, chromavimas ir kitas paviršiaus apdorojimas, siekiant pagerinti pelėsių paviršiaus kietumą, atsparumą dilimui ir atsparumą korozijai, trunka apie 3–7 dienas.
4.Kokybės tikrinimo ir derinimo etapas
• Kokybės patikra: CMM ir kitos įrangos naudojimas siekiant atlikti išsamų pelėsių patikrinimą, siekiant užtikrinti, kad matmenų tikslumas ir formos bei padėties paklaida atitiktų reikalavimus. Tai trunka apie 3–5 dienas.
• Pelėsių bandymas ir derinimas: atlikite 2–3 pelėsių bandymus ir sureguliuokite bei optimizuokite formą pagal plastikinių dalių būklę po kiekvieno bandymo, kuris trunka apie 7–10 dienų.
Kokie yra dažniausiai pasitaikantys pramoninių dėžių formų defektai ir sprendimai, kaip jų išvengti?
Štai keletas dažniausiai pasitaikančių pramoninių dėžių formų defektų ir būdų, kaip jų išvengti:
1. Trumpi šūviai
Defekto aprašymas: Trumpi šūviai atsiranda, kai plastikinė medžiaga nevisiškai užpildo formos ertmę. Dėl to susidaro nepilna arba iš dalies suformuota pramoninė dėžė, kurioje trūksta sekcijų.
Priežastys ir vengimas:
Nepakankamas įpurškimo slėgis arba tūris: patikrinkite liejimo mašinos nustatymus. Įsitikinkite, kad įpurškimo slėgio ir tūrio pakanka užpildyti visą formos ertmę pagal dėžės konstrukciją. Gali reikėti reguliuoti slėgį, atsižvelgiant į naudojamo plastiko tipą ir klampumą. Ribotas medžiagų srautas: Tai gali būti dėl siaurų arba užblokuotų vartų. Suprojektuokite tinkamo dydžio ir formos vartus, kad medžiaga tekėtų sklandžiai. Taip pat patikrinkite, ar bėgių sistemoje nėra kliūčių. Liejimo proceso metu bėgelis ir vartai turi būti švarūs ir be šiukšlių.
2. Blykstė
Defekto aprašymas: Blykstė yra plastiko perteklius, kuris išsikiša iš mld atskyrimo linijos ar kitų angų. Tai suteikia pramoninei dėžei rafinuotą išvaizdą ir taip pat gali turėti įtakos jos funkcionalumui.
Priežastys ir vengimas:
Netinkamas formos uždarymas: įsitikinkite, kad formos suspaudimo jėga nustatyta tinkamai. Jei jėga yra per maža, mld gali neužsidaryti pakankamai sandariai, todėl plastikas gali išsiveržti. Reguliariai tikrinkite mld - uždarymo mechanizmo nusidėvėjimą ir prireikus sureguliuokite suspaudimo jėgą.
Susidėvėję arba pažeisti pelėsių paviršiai: laikui bėgant pelėsių paviršiai gali susidėvėti arba būti pažeisti, todėl atsiskyrimo linijoje gali atsirasti tarpų. Reguliariai tikrinkite ir prižiūrėkite pelėsių paviršių. Nupoliruokite arba pataisykite pažeistas vietas, kad užtikrintumėte sandarų sandarumą.
3. Kriauklės žymės
Defekto aprašymas: kriauklės žymės yra įdubimai arba tuščiaviduriai plotai suformuotos pramoninės dėžės paviršiuje. Paprastai jie atsiranda vietose su storomis dalimis ir atsiranda dėl plastiko susitraukimo jam vėsstant.
Priežastys ir vengimas:
Netolygus sienos storis: suprojektuokite dėžę vienodesnio sienelių storio. Venkite staigių storio pokyčių, kurie gali sukelti skirtingą aušinimą ir susitraukimą. Jei reikia storų dalių, apsvarstykite galimybę pridėti briaunų ar kitų konstrukcinių savybių, kad sumažintumėte kriauklės žymių tikimybę.
Nepakankamas aušinimas: Užtikrinkite efektyvią aušinimo sistemą. Aušinimo kanalai turi būti suprojektuoti taip, kad tolygiai vėsintų visoje formoje. Sureguliuokite aušinimo laiką ir aušinimo skysčio srautą pagal plastikinės medžiagos savybes, kad sumažintumėte su susitraukimu susijusias problemas.
4. Kreipimasis
Defekto aprašymas: deformacija reiškia suformuotos pramoninės dėžės iškraipymą nuo numatytos formos. Dėl to gali būti sunku sukrauti arba naudoti dėžes pagal paskirtį.
Priežastys ir vengimas:
Netolygus aušinimas: kaip ir kriauklės žymės, netolygus aušinimas gali sukelti deformaciją. Patikrinkite aušinimo sistemos konstrukciją ir įsitikinkite, kad aušinimo skystis tolygiai paskirstytas formoje. Taip pat atsižvelkite į liejimo medžiagos šilumos laidumą ir jo įtaką aušinimo vienodumui.
Neteisingi liejimo įpurškimo parametrai: neteisingi nustatymai, tokie kaip įpurškimo greitis, pakavimo slėgis ir laikymo laikas, gali paveikti vidinį įtempių pasiskirstymą formuotoje dalyje ir sukelti deformaciją. Optimizuokite šiuos parametrus naudodami bandymus ir klaidas, atsižvelgdami į plastikinės medžiagos savybes.
5. Paviršiaus defektai (įbrėžimai, dėmės ir kt.)
Defekto aprašymas: tai gali būti dėžės paviršiaus įbrėžimai, suirusio plastiko dėmės arba šiurkšti tekstūra.
Priežastys ir vengimas:
Formos paviršiaus kokybė: Užtikrinkite aukštos kokybės formos paviršiaus apdailą. Bet kokie įbrėžimai ar nelygumai ant formos paviršiaus pereis į formuojamą dalį. Reguliariai poliruokite pelėsių paviršius ir atsargiai elkitės su jais priežiūros ir naudojimo metu.
Užteršimas: laikykite plastikinę medžiagą švarią ir be teršalų. Laikykite jį švarioje aplinkoje ir naudokite tinkamas procedūras, kad į medžiagą nepatektų nešvarumų, drėgmės ar kitų pašalinių medžiagų ir nepakenktų suformuotų dėžių paviršiaus kokybei.
Pakuotė &. Pristatymas

Formos komponentai
Liejimo plienas

„Hot Runner“ sistema

Standartinės dalys

Klientų atsiliepimai

Galite bendrinti konkretesnę kontaktinę informaciją, pvz., el. pašto adresą, telefono numerį arba internetines kontaktines formas, kad suinteresuotosios šalys galėtų susisiekti su jumis dėl pramoninės plastikinės dėžės formos gamybos. Arba galite ieškoti potencialių klientų įvairiais kanalais, pvz., pramonės parodomis, verslo katalogais ir internetinėmis gamybos platformomis, kad reklamuotumėte savo formų kūrimo paslaugą.





