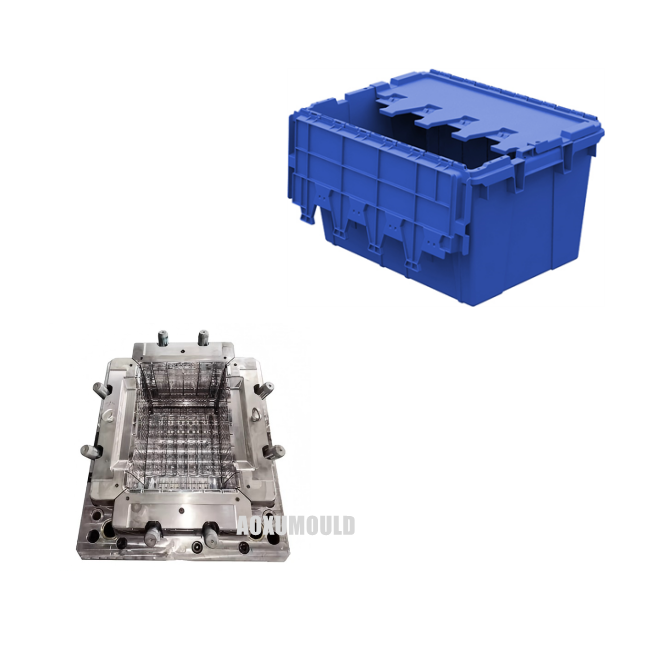



Formos specifikacijos
|
Pelėsio pavadinimas |
Plastikinė logistikos dėžutės forma |
|
Gaminio medžiaga |
HDPE/PP |
|
Produkto dydis |
600x400x280 mm |
|
Produkto svoris |
2,8 kg |
|
Formos medžiaga ertmėms ir. Šerdis |
P20/718H/H13 |
|
ertmės NO |
1 ertmė |
|
Įpurškimo sistema |
Karštas bėgikas |
|
Tinkama įpurškimo mašina |
650T |
|
Formos dydis |
850x580x900 mm |
|
Pelėsio svoris |
3500 kg |
|
Formos tarnavimo laikas |
daugiau nei 500,000vnt |
|
Pristatymo laikas |
55 dienos |

Kaip sukurti gerą plastikinę logistikos dėžę?
1. Nustatykite tikslą ir reikalavimus
Funkcionalumas: apsvarstykite, kokie daiktai bus dėžutėje. Pavyzdžiui, jei jis skirtas trapioms prekėms, gali tekti sukurti vidinius skirstytuvus arba amortizuojančias funkcijas. Jei tai sunkiems daiktams, dėžė turi turėti didelę apkrovą – laikomąją galią.
Dydis: išmatuokite tipinius daiktų, kuriuos ketinate laikyti ar transportuoti, matmenis. Įsitikinkite, kad dėžutėje yra pakankamai vietos, kad būtų lengva supakuoti ir išpakuoti. Taip pat atsižvelkite į standartinius padėklų arba sandėliavimo lentynų dydžius, kad optimizuotumėte vietos panaudojimą.
Galima sukrauti: suprojektuokite dėžę taip, kad ją būtų galima saugiai sukrauti. Tai gali apimti funkcijas, pvz., įdubusias viršutines ir apatines dalis, kurios tiksliai dera tarpusavyje, arba sustiprintus kampus, kad išlaikytų sukrautų dėžių svorį.
Apsvarstykite medžiagos savybes
Plastiko tipas: pasirinkite tinkamą plastikinę medžiagą, atsižvelgdami į tokius veiksnius kaip stiprumas, lankstumas ir kaina. Didelio tankio polietilenas (HDPE) yra dažnas pasirinkimas dėl savo ilgaamžiškumo, atsparumo smūgiams ir atsparumo cheminėms medžiagoms.
Sienelės storis: nustatykite tinkamą dėžutės sienelių storį. Storesnės sienos suteikia daugiau tvirtumo, bet taip pat padidina išlaidas ir svorį. Galite naudoti inžinerinius skaičiavimus ar modeliavimus, kad surastumėte optimalų storį pagal numatomą apkrovą – laikančiųjų reikalavimus.
3. Suprojektuokite struktūrą
Pagrindas ir šonai: Pagrindas turi būti platus ir stabilus, kad neapvirstų. Šonai gali būti suprojektuoti su briaunomis arba gofruotais, kad padidintų stiprumą. Pavyzdžiui, vertikalios briaunos gali padidinti dėžutės atsparumą šoninėms jėgoms.
Rankenos ir angos: turi rankenas, kurias lengva suimti ir kurios pakankamai tvirtos, kad išlaikytų pakrautos dėžės svorį. Suprojektuokite angą taip, kad būtų galima patogiai pasiekti turinį, pavyzdžiui, atlenkiamas dangtis arba pakankamai didelis - nuimamas viršus.
Produkto dizainas ir. Pelėsis

Kaip kokybiškai pasigaminti plastikinės logistikos dėžės formą?
1.Medžiagos pasirinkimas
• Pasirinkite tinkamas liejimo medžiagas pagal tokius veiksnius, kaip numatoma gamybos apimtis, naudojama plastikinė medžiaga ir reikalaujamas tikslumas. Dažniausiai naudojamos medžiagos yra plieno lydiniai, tokie kaip P20 ir H13. Šios medžiagos pasižymi geru kietumu, atsparumu dilimui ir termiškai apdorojant.
2.Apdirbimas
• Grubus apdirbimas: naudokite tokius apdirbimo būdus kaip frezavimas ir tekinimas, kad pašalintumėte didžiąją dalį medžiagos pertekliaus iš formos ruošinio, kad apytiksliai suformuotumėte formos formą.
• Apdirbimo pabaiga: naudokite tikslaus apdirbimo įrangą, pvz., CNC apdirbimo centrus, kad pasiektumėte didelio tikslumo formos ertmės, šerdies ir kitų pagrindinių dalių apdirbimą, kad paviršiaus šiurkštumas ir matmenų tikslumas atitiktų reikalavimus. Šis procesas taip pat apima detalių, tokių kaip aušinimo kanalai, apdirbimą.

3.Šiluminis apdorojimas
• Atlikti terminio apdorojimo procesus, tokius kaip apdirbtų formų dalių grūdinimas ir grūdinimas, siekiant pagerinti formos kietumą ir stiprumą bei padidinti atsparumą dilimui ir tarnavimo laiką.
4. Paviršiaus apdorojimas
• Formos ertmės paviršių užtepkite paviršiaus apdorojimo priemonėmis, pvz., poliravimu, dengimu arba tekstūravimu. Poliravimas gali pagerinti pagamintų plastikinių dalių paviršiaus apdailą, o padengimas gali pagerinti formos atsparumą korozijai ir atpalaidavimo savybes.
5. Surinkimas ir derinimas
• Surinkite įvairius formos komponentus, įskaitant ertmę, šerdį, išstūmimo sistemą ir užtvarų sistemą, ir įsitikinkite, kad surinkimas yra tikslus ir judėjimas sklandus. Tada atlikite bandomuosius paleidimus ir derinimą naudodami tinkamą įpurškimo formavimo mašiną, sureguliuokite parametrus, tokius kaip įpurškimo slėgis, temperatūra ir ciklo laikas, kad optimizuotumėte formų užpildymo ir išėmimo procesus, kol bus galima stabiliai pagaminti kvalifikuotas plastikines logistikos dėžes.
Tai sudėtingas procesas, kuriame paprastai dalyvauja patyrę pelėsių gamybos technikai ir pažangi gamybos įranga.
Ką'Plieno tipas tinka logistikos dėžių formoms?

Plastikinių logistikos dėžių formoms tinka kelių rūšių plienas:
1.P20 Plienas
Tai iš anksto grūdintas plienas. P20 plienas yra gerai apdirbamas, todėl jį galima lengvai formuoti ir detalizuoti formavimo proceso metu. Jis taip pat siūlo gerą jėgos ir tvirtumo pusiausvyrą. Sukietėjęs paviršius gali atlaikyti slėgį ir trintį liejant plastikines logistikos dėžes ir turi gana ilgą tarnavimo laiką.
2.H13 Plienas
H13 yra karšto apdirbimo plienas. Jis turi puikų atsparumą karščiui, o tai labai svarbu, nes liejimo proceso metu pelėsiai dažnai būna veikiami aukštos temperatūros plastiko lydalo. Jis gali išlaikyti savo mechanines savybes ir matmenų stabilumą esant aukštai temperatūrai. Jis taip pat turi didelį stiprumą ir gerą atsparumą dilimui, tinka formoms, kurioms keliami dideli plastikinių logistikos dėžių gamybos reikalavimai.
Kaip prižiūrėti mūsų logistikos dėžės formą?

1.Reguliarus valymas
Po kiekvieno naudojimo kruopščiai išvalykite formą, kad pašalintumėte plastiko likučius, šiukšles ir kitus nešvarumus. Galite naudoti įrankius, tokius kaip žalvariniai vieliniai šepečiai, kad švelniai išvalytumėte ertmę ir šerdies paviršius, nesubraižydami formos paviršiaus.
Norėdami ištirpinti ir pašalinti įsisenėjusius plastiko likučius, naudokite tinkamus tirpiklius, pvz., specializuotas pelėsių valymo priemones. Įsitikinkite, kad tirpiklis nerūdija formos medžiagos.
2.Tepimas
Sutepkite judančias formos dalis, pvz., išmetimo kaiščius ir slankiklius, tepalus. Aukštos kokybės tepalai gali sumažinti trintį, užkirsti kelią nusidėvėjimui ir užtikrinti sklandų šių dalių judėjimą išardymo proceso metu.
3.Patikra ir remontas
Reguliariai tikrinkite, ar formoje nėra nusidėvėjimo, įtrūkimų ar kitų pažeidimų. Sutelkite dėmesį į tokias sritis kaip ertmės paviršius, atskyrimo linija ir ežektorių sistema. Jei aptinkate kokių nors problemų, laiku jas pašalinkite. Nedidelius paviršiaus pažeidimus galima pataisyti poliruojant ir kitais būdais, o rimtesniems pažeidimams gali prireikti suvirinimo ir pakartotinio apdirbimo.
4.Rūdžių prevencija
Jei pelėsis nenaudojamas ilgą laiką, imkitės rūdžių – prevencijos priemonių. Padenkite pelėsių paviršių antikorozine alyva, kad susidarytų apsauginė plėvelė ir pelėsis nerūdytų dėl drėgmės ir kitų veiksnių.
5. Tinkamas saugojimas
Formą laikykite sausoje, vėdinamoje, tinkamos temperatūros aplinkoje. Venkite laikyti jį vietoje, kurioje yra daug drėgmės arba daug dulkių. Galite naudoti formų laikymo lentynas, kad pelėsiai būtų vertikalioje padėtyje, kad išvengtumėte deformacijos.
Pakuotė &. Pristatymas

Formos komponentai
Liejimo plienas

„Hot Runner“ sistema

Standartinės dalys

Klientų atsiliepimai

DUK
K: Kaip nustatyti geriausią ertmės išdėstymą kelių ertmių formoms?
A: Atsižvelkite į logistikos dėžės dydį ir formą, turimą įpurškimo formavimo mašinos suspaudimo jėgą ir reikiamą gamybos apimtį. Stenkitės tolygiai subalansuoti formos užpildymą tarp ertmių, kad užtikrintumėte vienodą dalių kokybę. Pavyzdžiui, jei dėžė yra didelė, vienos arba dvigubos ertmės forma gali būti tinkamesnė, kad būtų išvengta problemų dėl nepakankamos suspaudimo jėgos.
Kl .: Kokios dizaino ypatybės yra svarbios norint lengvai išmontuoti?
A: Tinkami grimzlės kampai ant vertikalių dėžės konstrukcijos paviršių yra labai svarbūs. Paprastai rekomenduojamas 1 - 3 laipsnių grimzlės kampas. Taip pat atsižvelkite į išmetimo sistemos vietą ir dizainą, pvz., išmetimo kaiščius, esančius nematomose arba neveikiančiose dėžutės vietose, kad išvengtumėte žymių ant gatavo produkto.
Kl.: Kuri plieno rūšis yra ekonomiškiausia vidutinio tūrio gamybos formoms?
A: P20 plienas dažnai yra geras pasirinkimas vidutinio tūrio gamybai. Jis turi gerą apdirbamumą, gali būti iš anksto grūdintas ir užtikrina pagrįstą pusiausvyrą tarp kainos ir našumo. Jis gali atlaikyti slėgį ir susidėvėjimą, susijusį su plastikinių logistikos dėžių formavimu vidutinės trukmės gamybos mastu.
Kl .: Kaip pasirinkti dangos medžiagą pelėsių paviršiui?
A: Plastikinėms logistikos dėžių formoms gali būti naudinga nelipni danga, pvz., PTFE pagrindu pagaminta danga. Tai padeda lengvai atlaisvinti plastikinę dalį ir taip pat gali suteikti tam tikrą atsparumą korozijai. Rinkdamiesi dangą atsižvelkite į liejamo plastiko tipą ir numatomą ciklų skaičių.
Kl .: koks yra priimtinas formos matmenų tolerancijos diapazonas?
A: Tolerancija priklauso nuo dėžutės dydžio ir reikiamo tikslumo. Paprastai didesnėms logistikos dėžėms gali būti priimtinas ±{{0}}.1 - 0,3 mm bendrųjų formos ertmės matmenų nuokrypis. Tačiau svarbioms savybėms, tokioms kaip tvirtinimo skylės ar sutapimo paviršiai, gali prireikti didesnio ±0,05 mm nuokrypio.
Kl .: Kaip galiu užtikrinti aušinimo kanalų apdirbimo tikslumą?
A: Naudokite pažangias CNC apdirbimo technologijas ir tikslius įrankius. Aušinimo kanalai turi būti išgręžti arba frezuoti naudojant didelio tikslumo įrangą, o tada patikrinti naudojant tikrinimo įrankius, pvz., boreskopus. Kanalų apdaila turi būti lygi, kad būtų užtikrintas efektyvus šilumos perdavimas ir išvengta karštų taškų formoje.
Kl .: Kokius pagrindinius dalykus reikia patikrinti renkant formą?
A: Patikrinkite, ar tinkamai suderinta ertmė ir pagrindiniai komponentai. Įsitikinkite, kad išstūmimo sistema veikia sklandžiai ir be jokių surišimų. Taip pat patikrinkite, ar tinkamai sumontuota užtvarų sistema ir ar nėra nuotėkių ar užsikimšimų. Pavyzdžiui, sriegio įvorė turi būti tvirtai pritvirtinta ir sulygiuota su liejimo mašinos įpurškimo bloku.
Kl .: Kaip pašalinti triktis formavimo bandymo etape?
A: Jei kyla problemų, pvz., trumpi šūviai (neišsamus užpildymas), pirmiausia patikrinkite įpurškimo slėgį, temperatūrą ir greičio nustatymus. Jei ant dėžutės yra kosmetinių defektų, patikrinkite formos ertmės paviršiaus apdailą ir formos dangos kokybę. Jei kyla problemų dėl išmontavimo, peržiūrėkite grimzlės kampus ir išmetimo sistemos veikimą.





