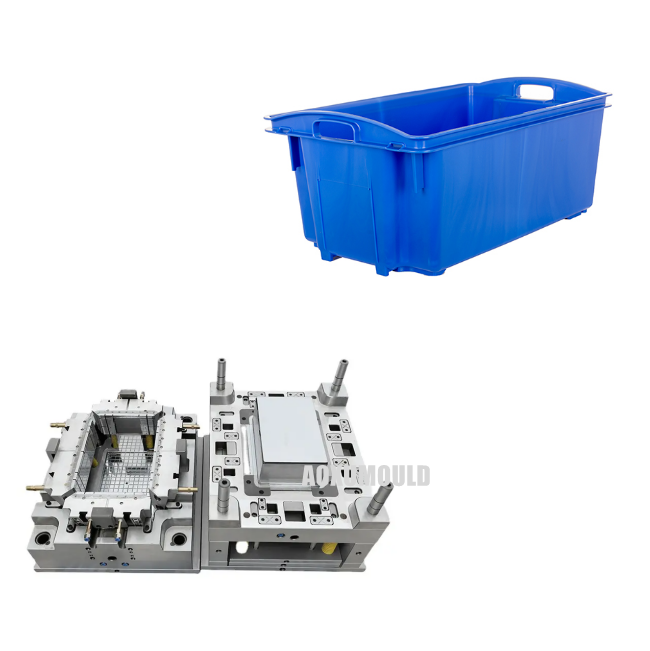




Pelėsio specifikacijos
|
Pelėsio pavadinimas |
Plastikinė žuvies dėžutės forma |
|
Produkto medžiaga |
HDPE |
|
Produkto dydis |
711 x 438 x 313 mm |
|
Produkto svoris |
3100gramas |
|
Produkto talpa |
55 litrai |
|
Pelėsio medžiaga ertmei ir. Šerdis |
P20/718H/2738 |
|
Nr. Ertmės |
1 ertmė |
|
Injekcijų sistema |
Karštas bėgikas |
|
Tinkamas įpurškimo mašina |
680T |
|
Pelėsio dydis |
1250x880x720mm |
|
Pelėsio svoris |
6200 kg |
|
Pelėsio eksploatavimo laikas |
Daugiau nei 500, 000 PCS |
|
Pristatymo laikas |
45 dienos |
Kaip suprojektuoti žuvies dėžutės formą?

Projektuojant plastikinių dėžių injekcijos formą, būtina atsižvelgti į daugelį veiksnių, tokių kaip produkto struktūra, medžiagų charakteristikos, liejimo procesas ir pelėsio gyvybė. Čia yra pagrindiniai projektavimo veiksmai ir svarstymai:
1. Produkto struktūra ir pelėsių projektavimo analizė
Dydis ir sienos storis: Dėžės paprastai būna didelės (pvz., Žuvų dėžutės, logistikos dėžutės, laikymo dėžutės), būtina užtikrinti, kad pelėsio ertmės stipris būtų pakankamas, sienos storis yra vienodas (paprastai 2. 5-4 mm), kad būtų išvengta susitraukimo ar deformacijos.
Armatūrinės juostos ir funkcinė struktūra: Projektuojant armatūrinius strypus (mažesnis arba lygus 50% pagrindinės sienos storio), sukraunant lizdus, rankenas ir kt., Būtina atsižvelgti į atleidimo polinkį (paprastai 1-2 laipsnį) ir užpildymo sunkumus.
Paviršiaus pasirinkimas:
Atskirstykite maksimalų dėžutės profilį, kad būtų išvengta atvirkštinės sagties.
Atsiskirstymo linija yra kiek įmanoma paslėpta nelipimo paviršiuje (pvz., Dėžutės apačia ar kraštas), kad būtų sumažintas blykstės poveikis išvaizdai.
2. Sistemos dizainas
Vartų tipas:
Šoniniai vartai: Tinkami mažoms ir vidutinėms dėžėms, mažoms kainoms, tačiau reikia rankiniu būdu nukirpti vartus.
Latentiniai vartai: automatinis demonstravimas, tinkamas automatinei gamybai.
Kelių taškų karštas bėgikas: Didelės žuvų dėžutės dažniausiai naudojamos sutrumpinti užpildymo laiką ir sumažinti suvirinimo žymes (tokias kaip simetriškas klijavimas keturiuose dėžutės kampuose).
Srauto kanalo balansas: Simetrinis išdėstymas naudojamas siekiant užtikrinti, kad lydalas būtų tolygiai užpildytas, ir vengti deformacijos (pvz., H formos srauto kanalas).
Šaltas pašaras: nustatykite pagrindinio srauto gale, kad šaltas pašaras neužblokuotų vartų.
3. Aušinimo sistemos dizainas

Vykdykite vandens kelio formą: Išdėkite aušinimo vamzdžius išilgai konteinerio profilio, ypač gilioms ertmėms ir sustiprintoms vietoms (tokioms kaip šoninės sienos ir talpyklos dugnas).
Zonos temperatūros kontrolė: storos sienelės (pvz., Rankenos šaknis) sustiprėja, kad būtų išvengta nelygaus susitraukimo.
Medžiagos pasirinkimas: Vario lydinio arba berilio vario įdėklai, skirti efektyviam vėsinimui.
4. Išmetimo ir išmetimo sistema
Viršutinis strypo išdėstymas:
Tolygiai paskirstytas dėžutės apatinėje ir šoninėmis sienomis, kad būtų išvengta išstūmimo deformacijos.
Išmetimo strypo skersmuo yra didesnis arba lygus φ5mm (φ 8-12 mm didelėms apyvartos dėžutėms), o skaičius nustatomas pagal numatomą plotą.
Dujomis padedamas išmetimas: gilios ertmės apyvartos dėžutėje gali būti įrengta oro vožtuvo pagalbinis išmetimas.
Išlaisvinimo nuolydis: vidinis nuolydis, didesnis arba lygus 1 laipsniui, išorinis sienos nuolydis 0. 5-1 laipsnis (PP/HDPE medžiaga).
5. Išmetimo sistemos dizainas
Išmetimo griovelis: Įstatykite atsiskyrimo paviršių, išmetimo skylę ir įterpimo tarpą, gylį 0. 02-0. 04mm (PP medžiaga).
Vokuuminis ventiliacija: giliųjų ertmės vietose yra ventiliuojamo plieno arba ventiliacijos plieno įdėklų.
6. Pelėsio struktūra ir medžiagų pasirinkimas
Pelėsio medžiaga: iš anksto kietas plienas (pvz., P20/718H), šablono storis didesnis arba lygus 300 mm (didelė forma).
Ertmė/šerdis: didelio kietumo medžiaga (pvz.
Vadovas ir pelėsių užraktas: pridėkite kūgio padėties nustatymo bloką ir pasvirusią kreipiamąjį stulpelį, kad užtikrintumėte pelėsių uždarymo tikslumą.
7. Bandymas ir optimizavimas
Proceso parametrai: žingsnio injekcija (pirmasis lėtas ir greitas), užsitęsęs slėgio laikymo laikas (kompensacija už susitraukimą).
Problemų sprendimas:
Susitraukimas: padidinkite laikymo slėgį arba sureguliuokite vartų padėtį.
Suvirinimo žymės: optimizuokite vartų skaičių arba padidinkite lydymosi temperatūrą.
Deformacija: sureguliuokite aušinimo vandens kelią arba pridėkite atraminį stulpelį.
Kokio tipo plienas plastikinėms žuvies dėžutės formos formoms?
Plastikinės žuvies dėžutės pelėsio plieno pasirinkimas turėtų išsamiai apsvarstyti tokius veiksnius kaip pelėsio tarnavimo laikas, perdirbimo efektyvumas, atsparumas korozijai, poliravimo reikalavimams ir kainai. Toliau pateikiama dažniausiai naudojamų plienų ir jų taikymo scenarijų santrauka:

1.
- Tipiškos klasės: P20 (3CR2MO), 718H (modifikuotas P20), NAK80 (Tatsu, Japonija)
- funkcijos:
-P20: HRC kietumas 30-35, lengvas apdorojimas, mažos išlaidos, tinkamos mažoms ir vidutinėms partijoms gaminti.
-718 H: Didesnis kietumas (HRC 35-40), geresnis atsparumas nusidėvėjimui ir kietumas nei p20, tinkamas sudėtingoms struktūroms ar dideliems gyvenimo reikalavimams.
-NAK80: Išankstinė būsena (HRC 37-43), puikus veidrodžio poliravimo efektyvumas, tinkamas aukštam paviršiaus reikalavimams (pvz., Skaidrioms žuvų dėžutėms).
-Atplitimo scenarijus: įprasta plastikinė žuvies dėžutė (PP/PE medžiaga), nėra papildomo terminio apdorojimo, tinkamo mažoms ir vidutinėms formoms.
2. Atsargus korozijai nerūdijančiam plienui
- Tipiškas laipsnis: 420 (4CR13), S136 (Assab), HPM38 (Hitachi)
- funkcijos:
- 420: geras atsparumas korozijai, kietumas HRC 48-52 (reikalingas terminis apdorojimas), tinkamas drėgnai ar sūriai aplinkai (pvz., Vandens perdirbimo įmonėms).
- S136: Aukšto grynumo nerūdijantis plienas, puikus atsparumas korozijai, puikus poliravimo efektyvumas, tinkamas ilgalaikiam kontaktui su vandens formomis.
- Taikymo scenarijus: Žuvų dėžutės pelėsis su dideliu drėgme, kontaktu su jūros vandeniu arba dažnas valymas.
3. Aukštai atsparius dėvėjimams karšto darbo
- Tipiškas laipsnis: H13 (4Cr5MosiV1)
- funkcijos:
- Aukštos temperatūros atsparumas (virš 500 laipsnių), puikus atsparumas dilimui, tinkamas greitųjų įpurškimo liejimui arba dažnas kaitinimo/aušinimo formoms.
- Reikia terminio apdorojimo (kietumo HRC 45-50), didelės išlaidos.
- Taikymo scenarijus: masinė gamyba arba su stiklo pluošto sustiprintu plastiku (pvz., Stiprinta PP žuvų dėžutė).
4. Ekonominis anglies plienas
- Tipiška klasė: 45# plienas, S50C
- funkcijos:
-Likimausios išlaidos, tačiau prastas atsparumas susidėvėjimui ir korozijai, reikalaujant paviršiaus apdorojimo (pvz., Chromo padavimas, nitridavimas).
- Tinka mažų partijų bandymų gamybai arba žemai tikslios formos pelėsiai.
- Taikomi scenarijai: laikinosios formos arba mažo biudžeto scenarijai.
Medžiagos atrankos pasiūlymai
1. Įprasta žuvies dėžutė (PP/PE, maža ir vidutininė partija): Pageidaujama P20 arba 718H, atsižvelgiant į išlaidas ir gyvybę.
2. Didelis atsparumas korozijai: Pasirinkite 420 arba S136 nerūdijantį plieną, kad išvengtumėte rūdžių, turinčių įtakos pelėsio tarnavimo tarnybai.
3. Aukštas paviršiaus apdaila: NAK80 arba S136, siekiant užtikrinti, kad žuvies dėžutės išvaizda būtų nepriekaištinga.
4. Didelė partijos gamyba: H13 arba aukšto kietumo įrankių plienas (pvz., D2) pagerina atsparumą dilimui.
5. Pigių bandymų gamyba: 45# plieno paviršiaus apdorojimas.
- Aušinimo sistemos dizainas: plieno šilumos laidumas daro įtaką įpurškimo efektyvumui, H13 ir vario lydinio įdėklams optimizuoti aušinimą.
-Dudos dydis: Didelio dydžio formos turi pasirinkti plieną su geru sukietėjimu (pvz., 718H), kad būtų išvengta terminio apdorojimo deformacijos.
-Apdorojimo technologija: Plienas iš anksto gali būti apdorojamas tiesiogiai, o kiti plienai turi rezervuoti terminio apdorojimo pašalpą.
Rekomenduojama atlikti nuodugnų ryšį su pelėsių tiekėjais pagal faktinius gamybos poreikius (išvestį, plastiko tipą, aplinkos sąlygas) ir, jei reikia, atlikti plieno našumo bandymus.
KaipTo EnsureTJisPelėsis su ilgu gyvenimu?
Norint užtikrinti injekcijos pelėsio tarnavimo laiką, būtina atlikti išsamų valdymą nuo projektavimo, gamybos, naudojimo, priežiūros ir kitų nuorodų. Čia yra keletas pagrindinių priemonių:
1. Pelėsių medžiagų pasirinkimas
- Aukštos kokybės štampo plienas: Pasirinkite štampo plieną su dideliu atsparumu nusidėvėjimui, dideliam kietumui ir atsparumui korozijai pagal produkto reikalavimus (pvz., H13, S136, NAK80, P20 ir kt.).
- Medžiagos suderinimas: Atsižvelgiant į injekcinių medžiagų savybes (tokias kaip plastikinės formos, kuriose yra stiklo pluoštų, kuriuos lengva dėvėti), rinkitės pelėsio plieną, turintį didesnį kietumą ar geresnį paviršiaus apdorojimą.
2. Protingas pelėsių dizainas
- Struktūrinis optimizavimas: venkite aštrių kampų ar plonos sienos projekto, kad sumažintumėte streso koncentraciją; Racionalus nuolydžio demonstravimo dizainas siekiant sumažinti atsparumą.
- Aušinimo sistema: vienodas aušinimo kanalo išdėstymas, kad būtų išvengta vietinio perkaitimo, dėl kurio atsiranda šiluminis nuovargis ar deformacija.
- Srauto kanalas ir išmetimo konstrukcija: sumažinkite išlydyto plastiko srauto atsparumą, nustatykite išmetimo baką pagrįstai, kad išvengtumėte įstrigusių dujų ar deginimo.
- Skirstomo paviršiaus ir atitikimo tikslumas: Norėdami užtikrinti, kad atsiskyrimo paviršius būtų lygus, pelėsiai, antpirštis ir kitos koordinavimo tarpo dalys yra pagrįstos, sumažinkite susidėvėjimą.
3. Tikslumo gamybos procesas
- Šilumos apdorojimo procesas: gesinant, grūdinant ir kitus procesus, siekiant pagerinti pelėsio kietumą ir kietumą.
-Gydymas -nitrizavimas, chromo danga, PVD danga (pvz., TIN, TIALN) ir kitos technologijos, siekiant padidinti paviršiaus kietumą ir atsparumą korozijai.
- Apdorojimo tikslumas: Užtikrinkite pelėsių dalių matmenų tikslumą ir apdailą (pvz., Veidrodžių poliravimą), sumažinkite trintį ir pelėsių prilipimo riziką.
4. Standartinė operacija
- injekcijos formavimo parametrų optimizavimas:
- Temperatūros kontrolė: Nustatykite cilindro temperatūrą ir pelėsio temperatūrą, kad išvengtumėte šiluminio įtempio, kurį sukelia per didelis ar per žemas.
- Slėgis ir greitis: sumažinkite įpurškimo slėgį ir greitį, kad sumažintumėte pelėsių smūgio apkrovą.
-SPRENDIMO KLAUSIMO IR AUKTINIMO laikas: Nustatykite slėgio laikymo laiką pagrįstai, kad išvengtumėte perpildymo; Prieš atidarant formą, įsitikinkite pakankamai aušinimo.
-Vuolinė perkrova: Draudžiama perkrauti perkrovos gamybą (pvz., Viršyti spaustuko jėgą ar įpurškimo tūrio ribą).

5. Reguliari techninė priežiūra ir priežiūra
- Valymas ir rūdžių prevencija:
- Išvalykite likusį plastiką ir aliejų po kiekvienos gamybos, kad išvengtumėte korozijos.
-Ilgalaikio nebenaudojimo metu užtepkite anti-rūsio aliejų ir laikykite sandariai.
- Tepimo valdymas: reguliariai įpilkite aukštos temperatūros tepalo prie judančių dalių, tokių kaip antpirštis, slydimo ir kreipiamojo postas.
- Patikrinkite ir pataisykite:
- Reguliariai patikrinkite pelėsio paviršiaus nusidėvėjimą, įtrūkimus ar rūdis, laiku sutvarkykite mažą pažeidimą.
- labai nusidėvėjusių dalių, tokių kaip antpiltai ir įdėklai, pakeitimas ar atnaujinimas.
6. Gamybos aplinkos kontrolė
- Temperatūros ir drėgmės valdymas: venkite pelėsių rūdžių drėgnoje aplinkoje.
- Švaros žaliavos: Įsitikinkite, kad plastikinėse žaliavose nėra priemaišų (pvz., Metalinės dalelės, dulkės), kad pelėsiai būtų subraižyti.
- Operacijos specifikacijos: Traukinio operatoriai teisingai naudoti formas, kad būtų išvengta smurtinių dedimo ar susidūrimo.
7. Pelėsių stebėjimas ir gyvenimo valdymas
- Naudojimo įrašų skaičius: Statistinis pelėsio formavimo laikas, numatykite gyvavimo ciklą.
- Reguliarus patikrinimas: Norėdami aptikti vidinius įtrūkimus ar nuovargį, naudokite ultragarsinį, mikroskopą ir kitus įrankius.
-Pare dalių valdymas: paruoškite dėvėjimo dalis (tokias kaip įdėklai, antpiltai) iš anksto, kad sutrumpintumėte priežiūros prastovą.
8. Spręskite su ypatingomis situacijomis
- Labai ėsdinančios medžiagos: naudokite korozijai atsparų plieną (pvz., S316) arba pridėkite paviršiaus dangą.
- Aukšto stiklo pluošto medžiaga: didesnio kietumo štampo plieno naudojimas ir sustiprina paviršiaus apdorojimą (pvz., Kietą dangą).
Injekcijų formų gyvenimo pratęsimo šerdis yra:
✅ Aukštos kokybės medžiaga + mokslinis dizainas
✅PECISION GAMYBA + standartinis naudojimas
✅ Reguliarinė priežiūra + Prevencinis valdymas
Vykdant sistemingą gyvenimo ciklo valdymą, pelėsių tarnavimo laikas gali būti žymiai pagerintas, o gamybos išlaidos sumažėja.
Pelėsių komponentai
Pelėsio plienas

Karšta bėgikų sistema

Standartinės dalys

KaipTo CHooseA SNeįmanomaINUMTASMsenasMAchinasFarbaTJisŽuvų dėžė MouLd?

Norint pasirinkti tinkamą įpurškimo liejimo mašiną, skirtą dėžutės pelėsiui, reikia išsamiai įvertinti pelėsio dydį, produkto medžiagas, gamybos efektyvumą ir įrangos našumą. Čia yra pagrindiniai veiksmai ir kaip pasirinkti parametrus:
1. Pagrindinių parametrų apskaičiavimas
(1) Užpildymo jėga
Pelėsių fiksavimo jėga yra pagrindinis injekcijos liejimo mašinos pasirinkimo parametras, kuris turi padengti lydymosi slėgį pelėsių atsisveikinimo paviršiuje:
Užpildymo jėga (tonos)=Projektuojama sritis (cm²) \ kartų medžiagos slėgis (MPA) \ div 1000 \]
- Prognozuojama sritis: maksimalus horizontalus numatomas apyvartos dėžutės ir liejimo sistemos plotas (ilgis × plotis).
-Materialinis slėgis: Remiantis medžiagos pasirinkimu (PP/HDPE paprastai užima 30-50 MPA, gilioji ertmė ar plona siena užima viršutinę ribą).
Pavyzdžiai:
Dėžutės dydis yra 500 × 400 mm, o liejimo sistemos plotas yra apie 10%
Numatoma sritis=(50cm × 40cm) × 1. 1=2200 cm²
Užpildymo jėga=2200 × 50/1000=110 tonos (reikia pasirinkti didesnį arba lygų 120 tonų modelių)
(2) Svoris
Teorinio įpurškimo liejimo mašinos injekcijos tūris turi aprėpti bendrą „produkto + bėgiko“ svorį: injekcijos tūris (g) didesnis arba lygus produkto svoriui \ 1,5 \
Medžiagos tankis: pp Apie {{0}}. 91G/cm³, HDPE apie 0,95 g/cm³.
- Saugos koeficientas: paprastai 1. 5-2. 0, kad būtų išvengta daugiau kaip 80% mašinos talpos injekcijos tūrio.
Pavyzdžiai:
Apyvartos dėžutė Grynasis svoris 1500 g, bėgiko svoris 200 g, bendras svoris 1700 g
Teorinis injekcijos tūris didesnis arba lygus 1700 × 1.
(3) varžtų skersmuo ir taktas
- Sraigto skersmuo: paveikdamas plastifikavimo greitį ir slėgį, didelio skersmens varžtas yra tinkamas storam sienų produktams (paprastai naudojama apyvartos dėžutė φ 60-90} mm).
- Injekcijos taktas: Norėdami patenkinti lydymosi užpildymo kiekį, insultas didesnis arba lygus 4 kartus didesnis nei produkto storis (giliai ertmės apykaitos dėžutei reikia ilgesnio smūgio).
2. Pelėsio ir įrangos suderinimas
(1) Šablono dydis ir modulis
- Šablono dydis: įpurškimo liejimo mašinos šablonas turi sugebėti montuoti pelėsį (ilgis × plotis mažesnis arba lygus šablono dydžiui).
- Pelėsio storis: Pelėsių uždarymo aukštis turėtų būti ne mažesnis kaip didžiausias liejimo mašinos maksimalus pelėsių storio diapazonas.
Tipiškas apyvartos dėžutės pelėsio dydis:
Šablono reikalavimai: 800 × 600 mm (mažas) iki 1500 × 1200 mm (didelis)
Pelėsio storis: 400-800 mm (reikia suderinti injekcijos liejimo mašinos pelėsių erdvę)
(2) Pelėsių kelionių ir išmetimo erdvė
- Pelėsio atidarymo taktas: jis turi būti didesnis už apyvartos dėžutės aukštį × 2 + saugos atstumas ({50-100 mm).
Pvz.: Apyvartos dėžutės aukštis 300 mm → Atidarymo taktas didesnis arba lygus 300 × 2 + 50=650 mm.
- Išmetimo taktas: Įsitikinkite, kad išmetimo strypas gali visiškai išstumti produktą (gilios ertmės apyvartos dėžutė turi būti didesnė arba lygi 100 mm).
3. Kiti pagrindiniai veiksniai
(1) Medžiagos savybės tinka
-Barrel temperatūra: PP apdorojimo temperatūra yra apie 200-280 laipsnį, HDPE yra maždaug 180-260 laipsnis, būtina užtikrinti injekcijos formavimo mašinos temperatūros kontrolės tikslumą.
- Sraigtinių suspaudimo santykis: PP/HDPE Rekomenduojamas suspaudimo santykis 2. 5-3. 0 (universalus varžtas gali būti).
(2) Gamybos ciklo optimizavimas
- Įpurškimo greitis: Didelėms apyvartos dėžutėms reikalingas didelis įpurškimo greitis (didesnis arba lygus 80% viso ugnies greičiui), kad būtų sutrumpintas užpildymo laikas.
-Energijos taupymo reikalavimai: „Servo“ variklio arba visų motorinių įpurškimo formavimo mašina gali sumažinti energijos suvartojimą (tinkama masinei gamybai).
(3) Specialūs funkciniai reikalavimai
- Kelių pakopų injekcija: atraminė segmentinė užpildymo ir slėgio sulaikymo valdymas, siekiant pagerinti storų sienų plotų susitraukimą.
-Core traukimo funkcija: Jei apyvartos dėžutėje yra šoninės skylės arba atvirkštinė sagtis, pasirinkite modelį su hidrauliniu cilindru.
4. Atrankos procesas
A. Apskaičiuokite režimo blokavimo jėgą ir įpurškimo tūrį (pagrindinio parametrų atranka).
B. Patikrinkite pelėsio montavimo dydį (šablonas, pelėsio storis, pelėsio taktas).
C. Medžiagos proceso reikalavimai (statinės temperatūra, varžtų tipas).
E. Papildomų funkcijų įvertinimas (automatizavimo sąsaja, energijos taupymo konfigūracija).
F. Patikrinimo įrangos prekės ženklas ir stabilumas (Haičio, Zhenxiong, Engel ir kiti prekės ženklų kainų skirtumas).
5. Tipiška modelio rekomendacija (kaip pavyzdį imkitės PP apyvartos dėžutės)
| Apyvartos dėžutės dydis|Pelėsių fiksavimo jėga|injekcijos kiekis|Rekomenduojamas modelis |
| 300 × 200 × 150 mm|60-80 tonos|800-1200 g|Haičio MA1600/II |
| 500 × 400 × 300 mm|120-150 tonos|2500-3500 g|Zhenxiong JM128MK-III |
| 800 × 600 × 400 mm|300-400 tonos|6000-8000 g|„Engel Victory 370“ |
- Faktinis bandymo režimo patikrinimas: Po teorinio skaičiavimo reikia sureguliuoti parametrus per bandymo režimą (pvz., Sumažinus spaustuko jėgą, galima pasiekti optimizuojant vartų dizainą).
- Rezervuota atnaujinimo vieta: pasirinkite šiek tiek didesnius modelius, kad pritaikytumėte būsimus pelėsio modifikacijas.
- Energijos suvartojimas ir priežiūros išlaidos: Visas variklio įpurškimo liejimo mašina turi aukštą tikslumą, bet brangią kainą, hidraulinė presa yra ekonomiškesnė.
Taikant aukščiau pateiktu metodu, jis gali užtikrinti efektyvų įpurškimo liejimo mašinos ir apyvartos dėžutės formos suderinimą, atsižvelgiant į gamybos efektyvumą ir išlaidų valdymą.
Pakuotė ir. Pristatymas

Klientų atsiliepimai






