



Pelėsio specifikacijos
|
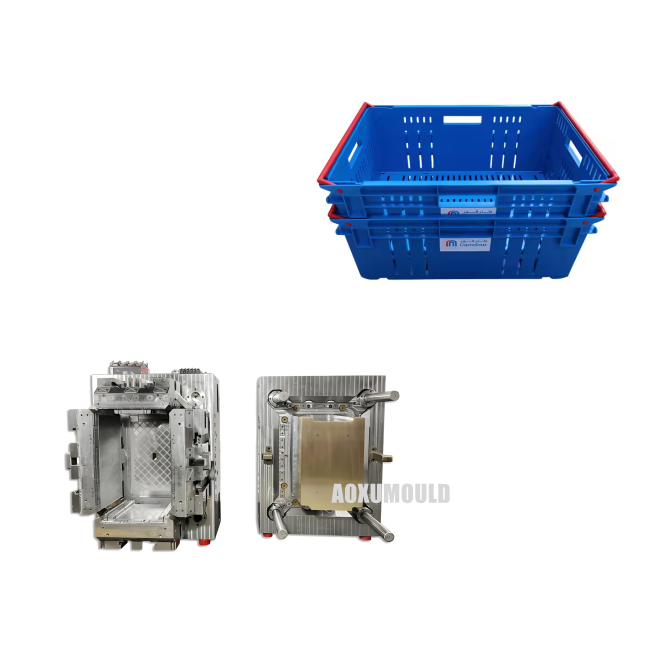
Pelėsio pavadinimas |
Plastikinė lizdo dėžė |
|
Produkto medžiaga |
HDPE/PP |
|
Produkto dydis |
600 x 400 x 300 mm |
|
Pelėsio medžiaga ertmei ir. Šerdis |
P20/718H/H13/2738 |
|
Nr. Ertmės |
1 ertmė |
|
Injekcijų sistema |
Karštas bėgikas |
|
Tinkamas įpurškimo mašina |
480T |
|
Pelėsio dydis |
1050x780x700 mm |
|
Pelėsio svoris |
6200 kg |
|
Pelėsio eksploatavimo laikas |
Daugiau nei 500, 000 PCS |
|
Pristatymo laikas |
50 dienų |
Kas's ĮrangaAr mums reikiaPlastikasDėžėGamybos linija?
1.RAW Medžiagos tvarkymo sistema
Žaliava, bunkerio džiovintuvas, automatinis krautuvas, maišymo trintuvas
2.Soldžiojanti įranga
Injekcijos liejimo mašina, pelėsis.
Mes specializuojamės kurdami ir gamindami aukštos kokybės injekcijų formas, skirtas įvairių rūšių plastikinių lizdų dėžėms/konteineriams.
3. Vaikas ir. Smarkus
Aušintuvo vienetas, robotinė ranka
4.Posto apdorojimo įranga
Apipjaustymo mašina, spausdinimo sistema
Kaip plastikinės dėžutės yra suformuotos?

Plastikinės lizdo dėžutės (dar vadinamos plastikinėmis dalimis ar konteineriais) paprastai gaminamos per injekcijos liejimą-didelio efektyvumo procesą masinei gamybai.
1. Medžiagų paruošimas
- Žalia: polipropilenas (PP) arba didelio tankio polietileno (HDPE) granulės yra parinktos jų patvarumui, lengvoms savybėms ir perdirbamumui.
- Džiovinimas: granulės džiovinamos, kad būtų pašalinta drėgmė, užtikrinant optimalų lydymosi ir liejimo veikimą.
2. Įpurškimo liejimo ciklas
- Lydymas: granulės tiekiamos į injekcijos liejimo mašiną ir kaitinamos iki išlydytos būsenos (paprastai 200–300 laipsnių).
- Injekcija: Išlydytas plastikas įšvirkščiamas aukštu slėgiu į iš anksto sukurtą plieno pelėsių ertmę, kaip dėžė.
- aušinimas: pelėsis greitai atvėsinamas (per vandens kanalus), kad plastiką sukietėtų į dėžutės struktūrą.
- Išmetimas: Kai sukietėja, pelėsiai atsidaro, o išmetimo kaiščiai išstumia gatavą dėžę.
3. Pelėsių dizainas
- Tinkinimas: Pelėsiai yra tiksliai suprojektuoti, kad būtų galima apibrėžti dėžutės dydį, sienos storis, rankenos ir krovimo funkcijos.
4. Post apdorojimas
- Apipjaustymas: plastiko perteklius (pvz., Blykstė aplink kraštus) pašalinamas rankiniu būdu arba naudojant automatizavimą.
- Kokybės tikrinimai: Tikrinamos dėžutės, ar nėra defektų, matmenų tikslumo ir laikančių apkrovos.
-Gali būti pridėtos pasirenkami priedai: tokios funkcijos kaip anti-slydimo tekstūros, etiketės ar RFID žymės.
5. Automatizavimas ir efektyvumas
Šiuolaikinėse patalpose robotinės rankos naudoja formas ir gatavus gaminius, kad būtų galima nuolat gaminti visą parą, naudojant minimalias atliekas.
Šis procesas užtikrina, kad plastikinės dėžutės yra tvirtos, lengvos ir idealios logistikos, žemės ūkio ar mažmeninės prekybos naudojimui.
KaipTo dizainas TJis struktūraAPlastikasLizdasCrate MouLd?

Projektuojant plastikinę lizdo dėžutės formos formą, reikia sisteminio požiūrio, siekiant užtikrinti funkcionalumą, gaminamąjį ir efektyvumą. Čia yra struktūrinis suskirstymas:
1. Dalis projektavimo aspektai
- Kūginės sienos: Įdiekite 1–3 laipsnių grimzlės kampą ant vertikalių sienų, kad palengvintumėte lizdą ir įgalintumėte lizdus. Pusiausvyros projektas Kampas, kad būtų išvengta per didelės vietos tarp įdėtų dėžių.
- Vienodas sienos storis: palaikykite 2–4 mm storis (sureguliuokite pagal medžiagą, pvz., PP ar HDPE), kad išvengtumėte defektų. Šonkauliai turėtų būti 5 0 - 70% sienos storio su 0,5–1 laipsnio grimzlėmis.
- Struktūriniai armatūra: pridėkite šonkaulius prie pagrindo ir šonuose, kad galėtumėte stiprinti. Lyginkite šonkaulius su nukreipta kryptimi ir įsitikinkite, kad tinkama grimzlė.
- rankenos/krovimo funkcijos: Dizaino rankenos kaip spinduliuotės pjūviai, kad būtų išvengta streso koncentracijos. Įtraukite stabilų sukravimo ratlankius/lūpas.
2. Pelėsių konstrukcijos dizainas
- Šerdis ir ertmė: padalinkite pelėsį į dvi puses (šerdis vidiniams paviršiams, ertmė išorinei). Įsitikinkite, kad atsisveikinimo linijos išdėstymas sumažina blykstės matomumą (pvz., Išilgai dėžutės kraštų).
- VENTINGAS: Integruokite negilius ventiliacijas (0. 0 2–0,04 mm) prie atsiskyrimo linijos ir giliųjų šonkaulių, kad būtų išvengta oro gaudyklių.
- Aušinimo sistema: vienodai aušinimui naudokite konforminius aušinimo kanalus šalia storų sekcijų (pvz., Šonkauliai). Apsvarstykite „Baffles“/„Bubblers“ giliose vietose.
- Išmetimo sistema: padėties išstūmimo kaiščiai po šonkauliais ir kraštais, kad būtų galima pasiskirstyti tolygiai. Jei reikia, naudokite striptizo plokšteles dideliems paviršiams.
-Pasaka: Pasirinkite kraštų vartus, kad užtikrintumėte netgi užpildymą ir sumažintumėte matomus žymes. Venkite centrinių vartų, nebent būtina simetrijai.
3. Medžiaga ir gamyba
- Pelėsio medžiaga: didelės apimties gamybai pasirinkite P20/H13 plieną; Aliuminis prototipams/mažam tūriui.
- susitraukimo kompensacija: mastelio pelėsių matmenys dėl medžiagos susitraukimo (pvz., 1,5–2% PP).
- Paviršiaus apdaila: Norėdami paslėpti išmetimo žymes ir pagerinti sukibimą, pritaikykite tekstūrą. Venkite aukšto blizgesio apdailos.
4. Patvirtinimas ir bandymas
-Simuliacija: Norėdami numatyti užpildymo modelius, aušinimą ir potencialius defektus, naudokite pelėsių srauto analizę (suvirinimo linijos, deformacija).
- Prototipų sudarymas: išbandykite su 3D atspausdintomis arba minkštais pelėsiais, kad būtų galima patikrinti lizdus, stiprumą ir ergonomiką.
- Tolerancijos: Užtikrinkite griežtus nuokrypius, kad būtų užtikrinta tarpusavio funkcijų, kad užtikrintumėte nuoseklų lizdą.
5. Venkite sudėtingumo
- Sumažėjimas: Dizaino rankenos yra paprastos pjūviai be potėpių, kad būtų pašalintas skaidrių/keltuvų poreikis.
- Supaprastintas išstūmimas: optimizuokite grimzlės kampus ir išmetimo išdėstymą, kad išvengtumėte prilipimo.
YraAReikalinga karšto bėgiko sistemosFarba plastikasLizdasCrate injekcija MOuLDS?

Sprendimas naudoti karštą bėgikų sistemą plastikinių dėžučių įpurškimo formose priklauso nuo:
1. Gamybos apimtis
-Rekomenduojamas karštas bėgikas: Ilgalaikei, didelės apimties gamybai (pvz., 100K+ vienetai), jis sumažina medžiagų atliekas, sutrumpina ciklo laiką ir sumažina išlaidas.
- Pakanka šalto bėgiko: mažoms partijoms ar paprastoms formoms šalti bėgikai siūlo mažesnes išankstines išlaidas.
2. Produkto dizainas
- Plastikinės dėžutės paprastai yra plonos sienelės ir struktūriškai paprastos. Karštas bėgikas užtikrina vienodą lydymosi pasiskirstymą, sumažindamas tokius defektus kaip kriauklės žymės ar deformacija.
- Karšti bėgikai puikiai tinka kelių vartų dizainui, subalansuodami lydymosi srautą.
3. Kainos ir efektyvumo
- „Hot Runner Pros“: pašalina bėgiko laužą, pagreitina ciklus, sumažina apdorojimą.
- Karšto bėgiko trūkumai: didesnės pelėsio išlaidos, sudėtinga priežiūra ir tikslūs temperatūros kontrolės reikalavimai.
Pelėsių komponentai
Pelėsio plienas

Karšta bėgikų sistema

Standartinės dalys

Pakuotė ir. Pristatymas

KaipTo Palaikykite plastikinių dėžučių įpurškimo formas?
Tinkama plastikinių dėžučių įpurškimo formų priežiūra yra labai svarbi norint užtikrinti produkto kokybę, išplėsti pelėsio gyvenimo trukmę ir sumažinti gamybos prastovą. Laikykitės šių veiksmingos pelėsių priežiūros gairių:
1. Kasdieninė priežiūra
A. Išvalykite po naudojimo:
- Nuimkite likusį plastiką, dulkes ar šiukšles nuo pelėsio paviršiaus, ertmių ir angų, naudodami minkštus šepetėlius arba suslėgtą orą.
- Venkite abrazyvinių įrankių, kad būtų išvengta paviršiaus įbrėžimų.
B.Lubrikacija:
-Norėdami nukreipti kaiščius, išmetimo kaiščius ir stumdomus komponentus, užtepkite ploną aukštos temperatūros atsparaus tepalo sluoksnį.
- Norėdami išvengti užteršimo, naudokite ne silikono tepalus.
C.PaPITIES dėl žalos:
- Patikrinkite, ar ant kritinių komponentų (pvz., Šerdžių, ertmės, išmetimo sistemos) nusidėvėjimas, įtrūkimai ar korozija.
- nedelsdami spręskite nedidelius klausimus, kad išvengtumėte eskalacijos.

2. Periodinis gilus valymas
A. Išardymo komponentai:
- Reguliariai išardykite išstūmimo kaiščius, slankiklius ir aušinimo kanalus kruopščiam valymui.
- Naudokite ultragarsinius valymo ar specializuotus pelėsių valiklius, kad užsisakę likučius.
B. Vaikų sistemos priežiūra:
- Nuplaukite aušinimo kanalus, kad būtų išvengta mastelio kaupimosi ar užsikimšimų.
- Užtikrinkite pastovų aušinimo skysčio srautą, kad išvengtumėte perkaitimo.
3. Korozijos prevencija
A.Apply anti-Rush Coatings:
- Naudokite rūdžių inhibitorius arba apsauginius purškalus ant pelėsių paviršių, ypač ilgalaikio laikymo metu.
- kontroliuoti drėgmę:
- Laikykite formas sausoje, temperatūroje kontroliuojamoje aplinkoje (ideali drėgmė:<50%).
4. Sulyginimas ir kalibravimas
A. Patikrinkite pelėsių suderinimą:
- Patikrinkite tinkamą pelėsių pusių suderinimą, kad būtų išvengta nelygaus susidėvėjimo ar mirksėjimo.
- Norėdami patikslinti, naudokite tikslius įrankius (pvz., Rinkimo rodiklius).
B. Monitoriaus spaustuko jėga:
- Užtikrinkite optimalų užsegimo slėgį, kad išvengtumėte pelėsio deformacijos.
5. Remontas ir pakeitimas
- Greitai ištaisykite nedidelę žalą:
- Remontuokite įbrėžimus arba įbrėžimus, naudojant poliravimą arba EDM (elektros išleidimo apdirbimas).
- Pakeiskite susidėvėjusias dalis:
- Laiku pakeiskite senstančius išmetimo kaiščius, įvores ar sandariklius, kad išlaikytumėte funkcionalumą.
6. Geriausia saugojimo praktika
A.PREKCIJOS POLO paviršiai:
- Apdenkite paviršius su pelėsio atpalaidavimo agentu arba anti-rūsio aliejumi prieš laikant.
B. Naudokite palaikymo blokus:
- Įdėkite medinius/metalinius blokus tarp pelėsių pusių, kad sumažintumėte komponentų įtempimą.
7. Dokumentacija ir. Mokymas
- Palaikykite žurnalus:
- Įrašų priežiūros datos, problemos ir atsekamumo remontas.
- traukinių operatoriai:
- Užtikrinkite, kad darbuotojai laikytųsi tinkamų tvarkymo procedūrų ir saugos protokolų.
Klientų atsiliepimai

Klientų atsiliepimai
Kodėl verta rinktis mus savo plastikinėms lizdų injekcijų formoms?
1. Kompetencija ir. Tikslioji inžinerija
Turėdami daugiau nei 16 metų specializuotą injekcijų pelėsių projektavimo ir gamybos patirtį, mes tiekiame aukšto tikslumo, patvarias formas, pritaikytas plastikinėms dėžėms. Mūsų inžinerijos komanda sujungia pažangiausias CAD/CAM technologijas su praktinėmis pramonės žiniomis, kad optimizuotų pelėsių našumą, užtikrinant nepriekaištingus gamybos ciklus ir išplėstą įrankio gyvenimo trukmę.
2. Pasirinktiniai sprendimai kiekvienam poreikiui
Nesvarbu, ar jums reikia sudedamų dėžučių, ventiliacijos dizaino, sunkiųjų konteinerių ar konkrečių pramonės funkcijų, mes gaminame pelėsius, kurie atitinka jūsų tikslias specifikacijas. Mūsų bendradarbiavimo požiūris užtikrina, kad jūsų dizaino vizija tampa realybe.
3. Ekonominė gamyba
Mes panaudojame pažangias medžiagas ir supaprastintus procesus, kad sumažintume ilgalaikes išlaidas. Mūsų pelėsiai sumažina medžiagų atliekas, pagreitina ciklo laiką ir palaiko didelio masto išėjimo maksimizavimą jūsų IG.
4. Kokybė garantuota
Griežtai QA/QC protokolai kiekviename etape nuo prototipų iki galutinių bandymų, kuriuose nėra defektų be defektų. Mes teikiame pirmenybę ilgaamžiškumui, matmenų tikslumui ir priežiūros lengvumui.
5. Greitas apsisukimas, „Global Reach“
Agile gamybos darbo eiga ir įrodytas pristatymas laiku, net ir sudėtingiems projektams. Mes aptarnaujame klientus visame pasaulyje, siūlydami paramą nuo galo iki galo nuo dizaino iki garantinių paslaugų.
6. Tvarumo skatinamos naujovės
Mes kuriame perdirbamų medžiagų (pvz.





